压缩矫直
分类:冶金百科816字
在连铸机矫直区段中,在矫直点前适当配置驱动辊,对铸坯施加推坯力;同时,在矫直点后适当配置反向的驱动辊,对铸坯施加制动力,从而使矫直点处铸坯内产生压缩应力的技术。也称为压缩铸造(CPC)。在连续铸钢过程中,拉坯速度的提高会使铸坯在出结晶器时的坯壳厚度减小,在二冷区内可能产生鼓肚变形(见鼓肚与菱变),甚至漏钢。同时,铸坯的液相穴增长,延伸到拉矫区内,从而使两相界面上的金属可能产生矫直裂纹,使铸坯质量下降。采用压缩矫直将有利于解决这一问题。
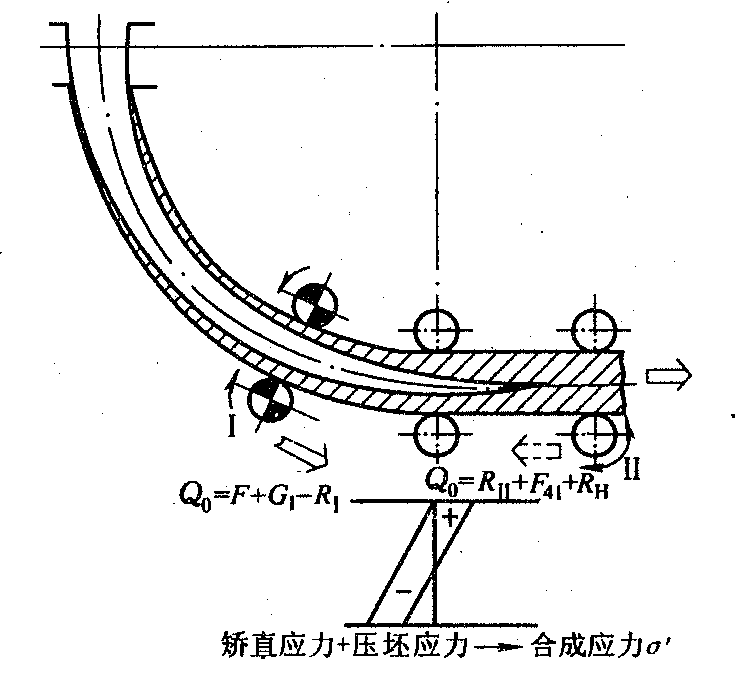
压缩矫直时矫直点处铸坯的应力示意图
在压缩矫直时,铸坯横断面上矫直点处的应力状态如图所示。使连铸机圆弧区的 ...... (共816字) [阅读本文]>>
 上一篇
上一篇