2.5.1 窄间隙活性气体保护焊
分类:高级焊工1597字
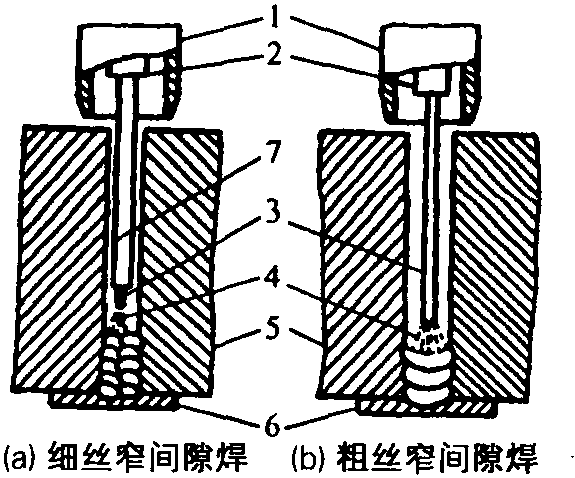
厚板对接接头,焊前不开坡口或只开小角度坡口,并有窄而深的间隙,采用熔化极气体保护焊(CO2或CO2+Ar)完成整条焊缝的高效率焊接法称为窄间隙活性气体保护焊。
窄间隙熔化极气体保护焊通过采用特殊的机构使焊丝保持弯曲,突破了坡口侧壁的熔透问题,于1975年后研制应用成功。由于采用焊丝作为电极,因而可采用大的电流密度,填充金属的熔敷速度快,同时适用于各种位置的焊接,焊后不需要清渣,且是明弧焊接便于监视和控制,非常适合焊接过程的机械化、自动化。保护气体通常使用Ar或CO2(实际中采用的是CO2+Ar混合气,工程应用中很少单独使用纯CO2作保护气体)。
窄间隙活性气体焊可以应用于 ...... (共1597字) [阅读本文]>>
 上一篇
上一篇




