2.6.2 非熔化极惰性气体保护电弧焊工艺
分类:高级焊工5445字
1.非熔化极惰性气体保护电弧焊(TIG)的工艺规范参数
TIG焊的工艺参数主要有焊接电流种类及焊接电流大小,钨极种类、直径及端部形状,保护气体流量,填充丝直径等,对于自动焊还应包括焊接速度和送丝速度。
(1) 电流种类的选择
一般根据工件材料选择电流种类,铝、镁通常采用交流,黑色金属通常采用直流正接。焊接电流大小是决定熔深的主要参数,它主要根据工件材料厚度、接头形式、焊接位置等因素选择。
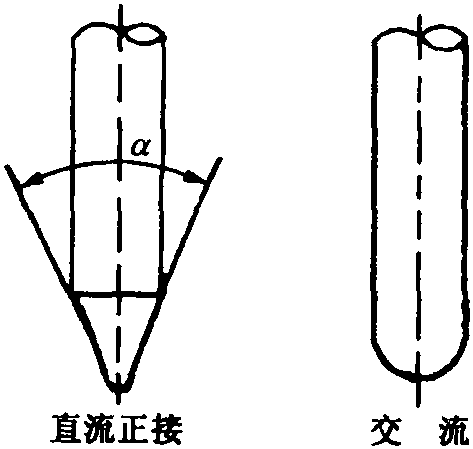
(2)钨极种类、直径和端部形状的选择
钨极种类及直径根据工件材料和焊接电流大小、电流种类来选择。我国常用的钨极材料有三种:纯钨、钍-钨和铈-钨,三种电极性能比较见表2.6-1。目前正 ...... (共5445字) [阅读本文]>>
 上一篇
上一篇




