2.2 箱形柱加工工艺
分类:幕墙工程施工方案1933字
2.2.1 箱形柱加工制作工艺流程设计
(1)装配前矫正翼腹板,装配后严格检查截面尺寸及构件的长度。
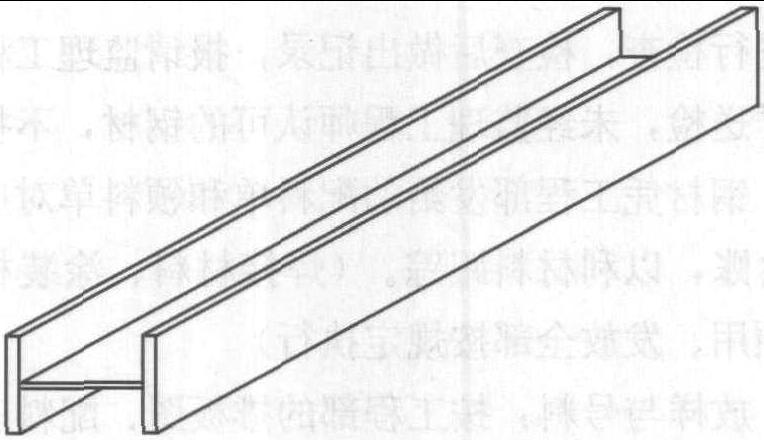
(2)为防止出现箱形柱的焊后旁弯,箱形柱装配成U形柱时,中间应每隔1m增设一工艺性隔板或隔条(工艺隔板要求铣边,仅用定位焊)。
(3) 箱形柱翼腹板的四角隅角处纵缝焊接时,必须装上与柱本体相同材质的引弧板和熄弧板。先对四条纵缝进行CO2体保护焊打底,为防止扭曲,同一侧的两纵缝应同时、同向、同规范焊接。
(4) 四条纵缝埋弧焊、填充焊时,一侧腹板纵缝填充到坡口1/3深度时,翻身焊接另一侧腹板两纵缝; 同一侧腹板纵缝两两同向、同时、同规范进行焊接。
(5)箱形柱焊完后,可用局部加热加压的 ...... (共1933字) [阅读本文]>>
 上一篇
上一篇