二、控制系统
分类:CO2气体保护焊工艺与操作904字
控制系统是保证连续生产和提高生产率的重要组成部分,该系统要完成下列工作。
1.送丝控制
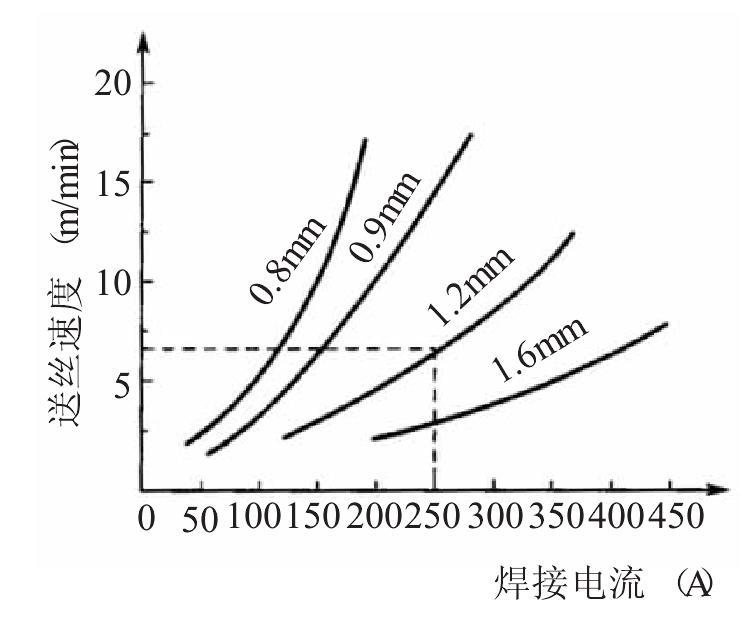
焊前要调整好焊丝伸出长度及送丝速度,并在焊接过程中要能保持稳定的送丝速度。对于不同气体中的电弧,焊丝的熔化速度是不一样的,在送丝速度与保证焊丝及时熔化并使电弧长度稳定所需电流的大小之间,存在着一个近似的直线关系,这个关系就是所谓的“熔化特性”,它是在一定的气体中,某种焊丝成分和直径的特性。图1-14为CO2电弧中几种常用焊丝直径的“熔化特性”曲线。
(a)碳钢焊丝
(b)不锈钢焊丝
图1-14 CO2电弧的熔化特性
在熔化极气电焊中,对某一直径的焊丝可以在一个较宽的电流范围内适用, ...... (共904字) [阅读本文]>>
 上一篇
上一篇