第五节 数控车综合实例5
分类:数控车削编程406字
一、分析零件图样
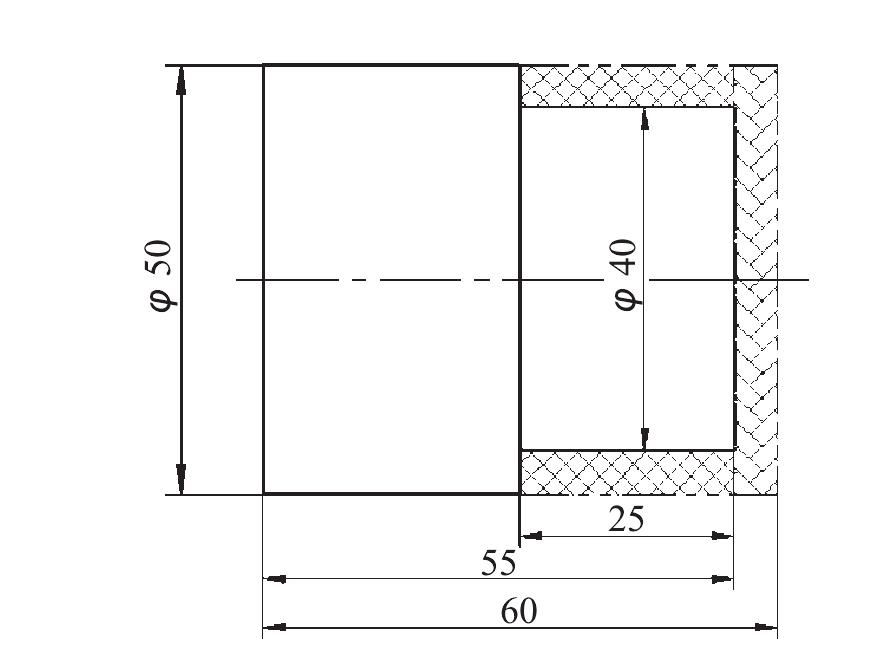
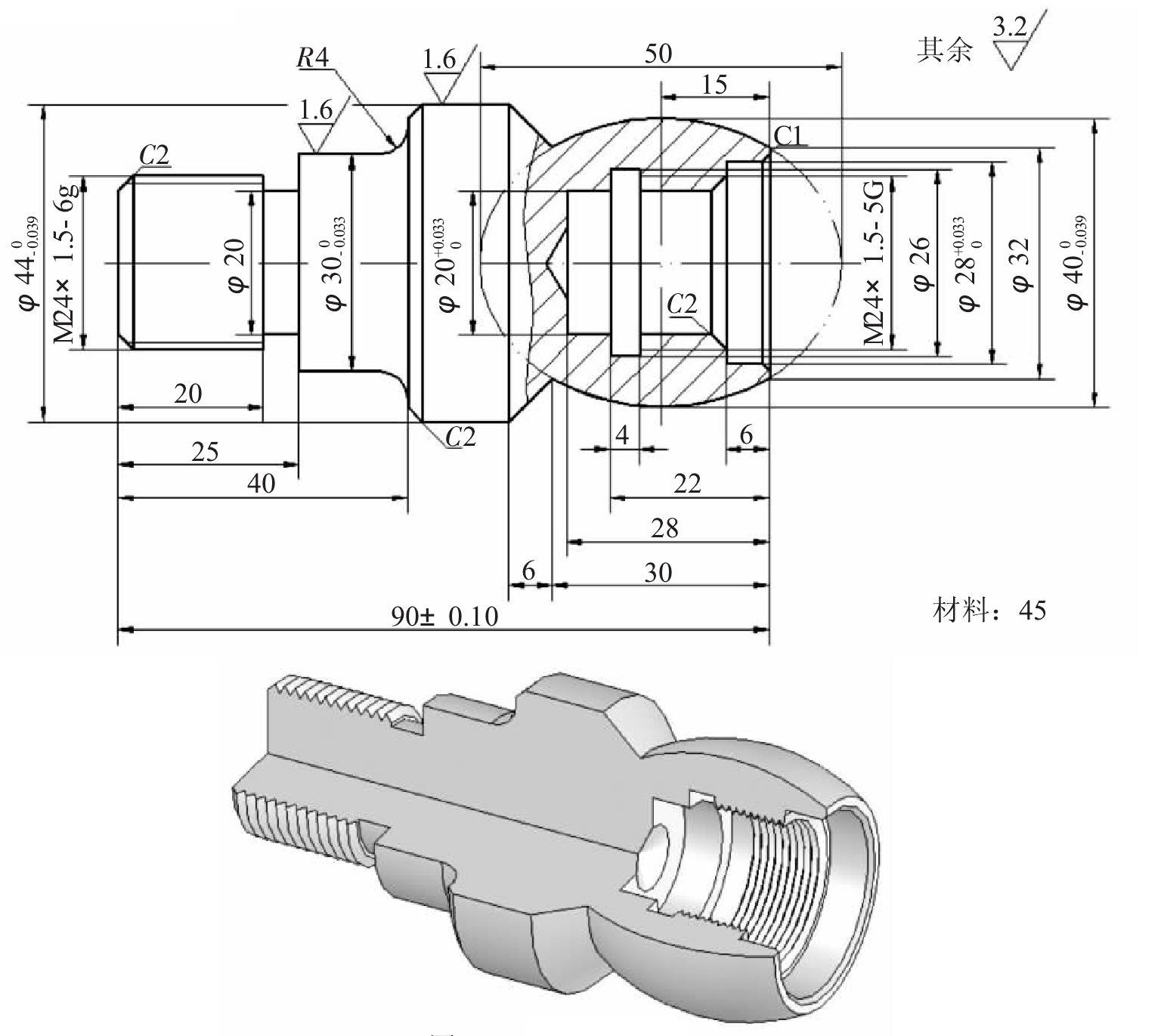
如图6-5所示工件,毛坯为φ45mm×92mm的圆钢,钻出φ18mm的预孔,试编写其数控车加工程序。
图6-5 综合实例5
二、加工工艺分析
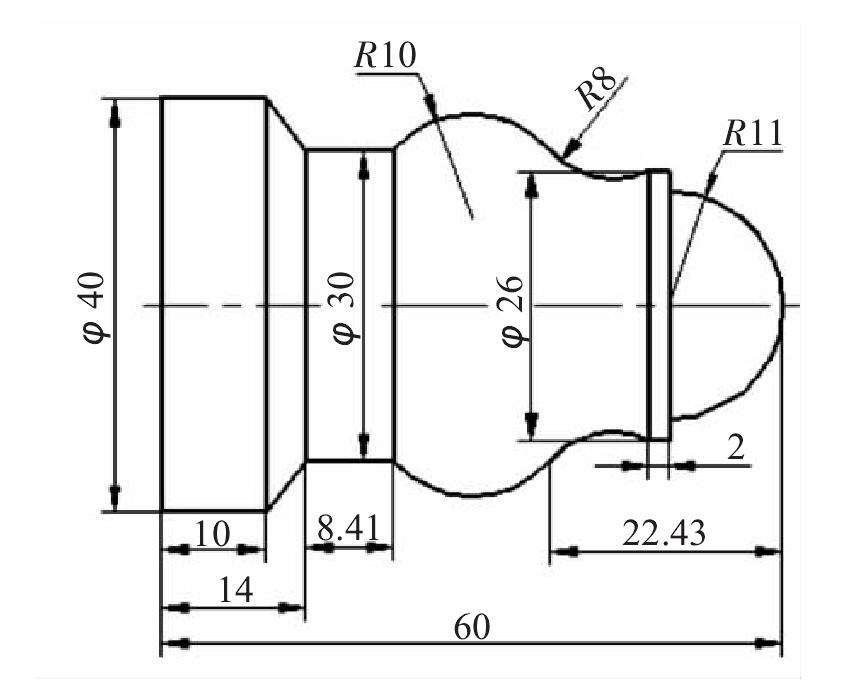
本例工件的加工难点在于加工工件右侧外椭圆轮廓,FANUC系统数控车床中,采用G73指令进行编程与加工。编程时以Z坐标作为自变量,X坐标作为应变量,同时使用以下变量进行运算。
#101公式中的Z坐标;
#102公式中的X坐标;
#103工件坐标系中的Z坐标,#103=#101-15.0;
#104工件坐标系中的X坐标,#104=2*#102。
三、参考程序
选择完成后工件的左右端面回转中心作为编程原点,选择的刀具为:T01外圆车刀;T02内孔车刀;T03内切槽车刀(刀宽3mm);T04内螺纹车刀。其 ...... (共406字) [阅读本文]>>
 上一篇
上一篇