第七节 数控车综合实例7
分类:数控车削编程897字
一、分析零件图样
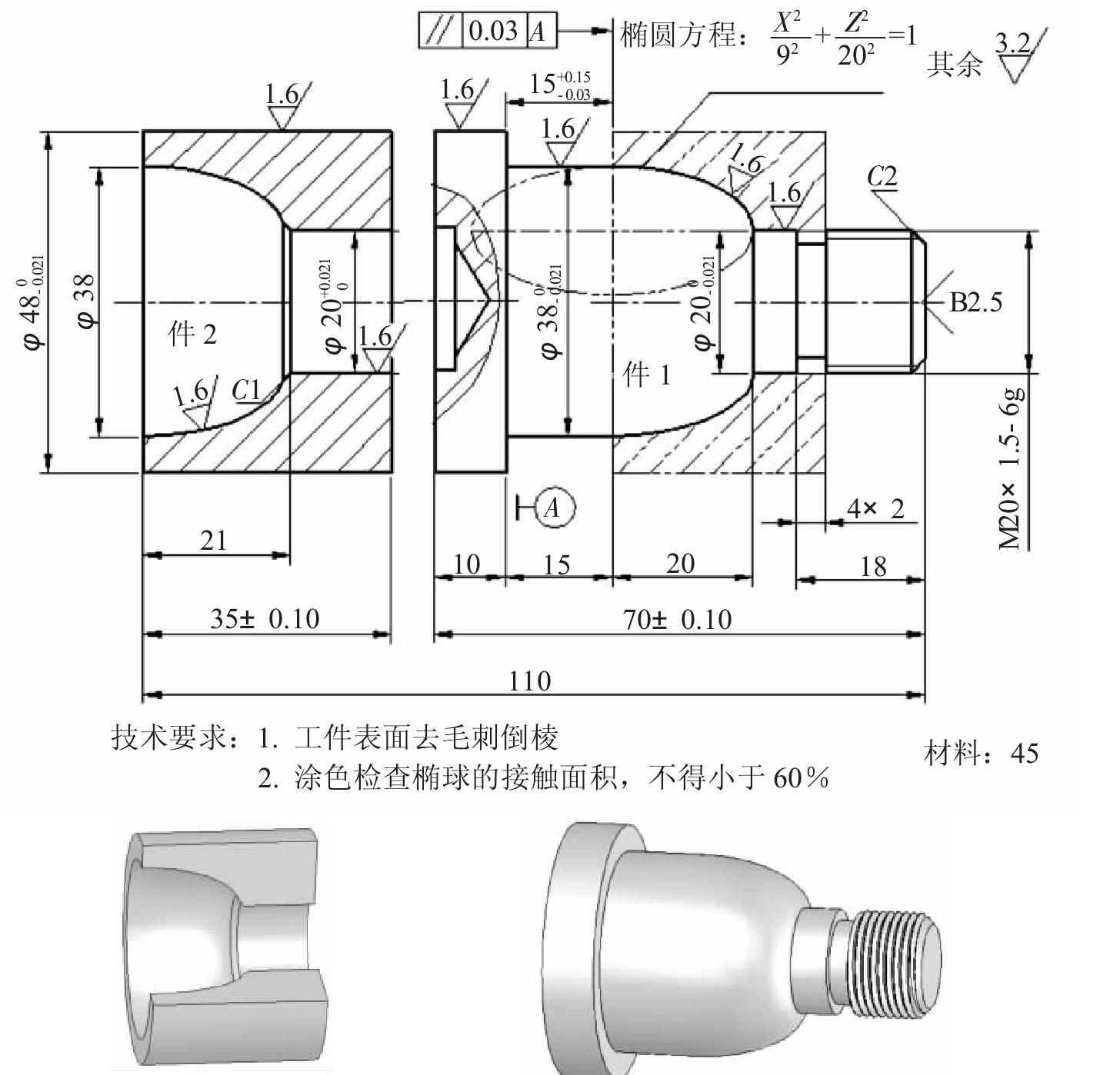
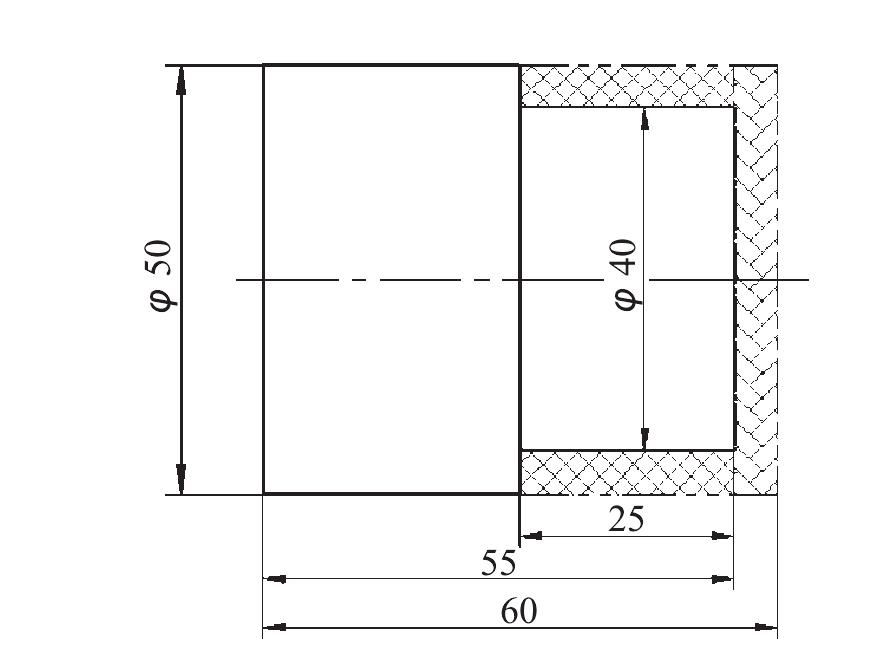
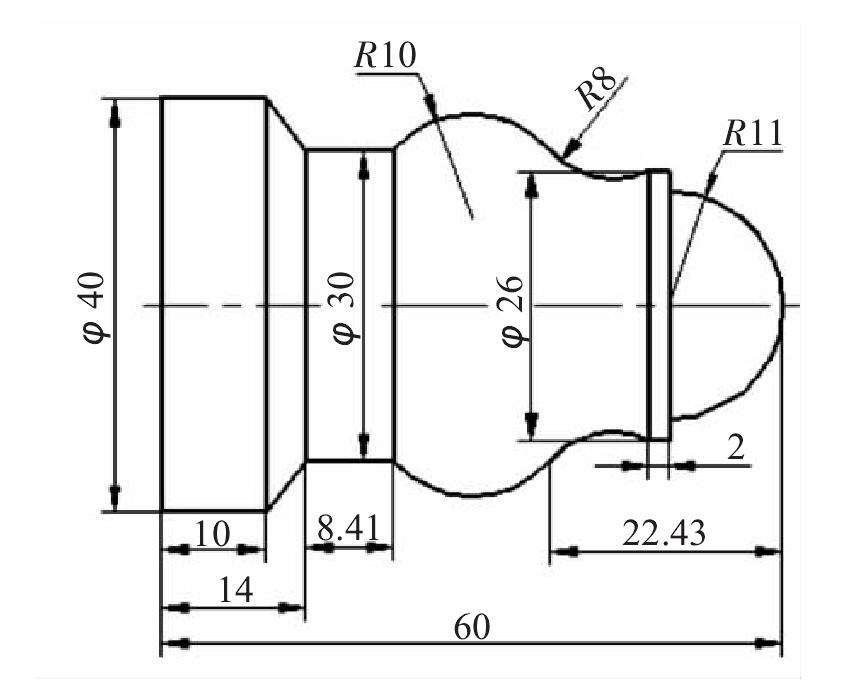
如图6-7所示工件,毛坯为φ50mm×112mm的圆钢,钻出φ18mm的预孔,试编写其数控车加工程序。
图6-7 综合实例7
二、加工工艺分析
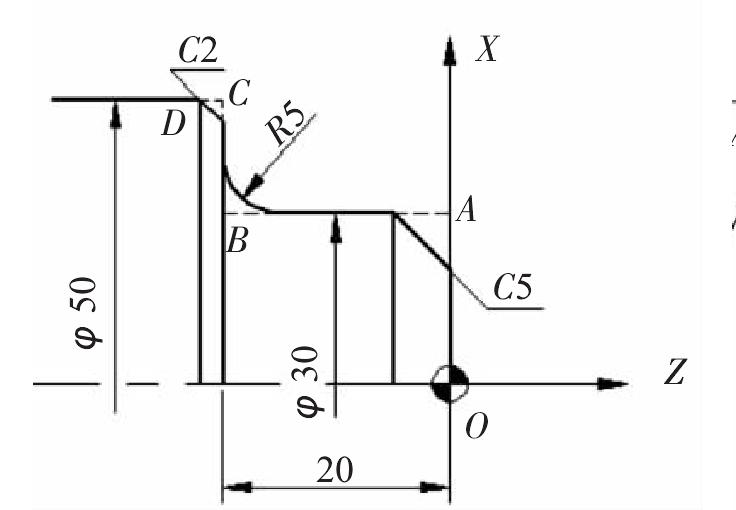
1.椭圆的近似画法
由于G71指令内部不能采用宏程序进行编程。因此,粗加工过程中常用圆弧来代替非圆曲线,采用圆弧代替椭圆的近似画法如图6-8所示,其操作步骤如下:
①画出长轴AB和短轴CD,连接AC并在AC上截取AF,使其等于AC与CE之差CE。
②作AF的垂直平分线,使其分别交AB和CD于O1和O2点。
③分别以O1和O2为圆心,O1A和O2C为半径作出圆弧AG和CG,该圆弧即为1/4的椭圆。
④用同样的方法画出整个椭圆。本例工件为了保证加工后的精加工余量,将长轴半径设为20.5mm,短 ...... (共897字) [阅读本文]>>
 上一篇
上一篇


 扫一扫微信支付
扫一扫微信支付