五、钢闸门预埋件制作与安装
分类:水力发电工程1460字
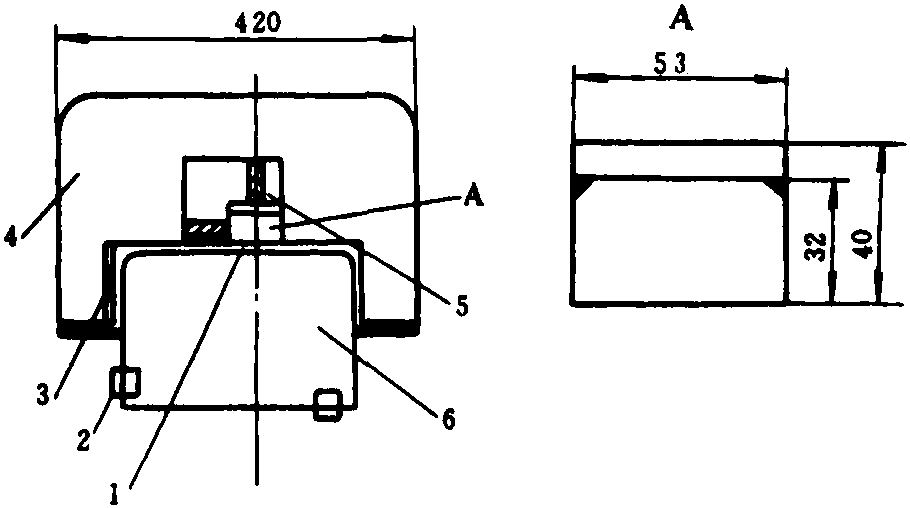
闸门门槽由于刚度较小所以制作技术要求较高,其工作面直线度和扭曲值一般都不超过3mm; 因此,在制作门槽中除了减少焊接变形和进行机械加工保证其制造的尺寸精度外,很多闸门制作厂都能利用胎具进行批量加工生产。图23-12所示为二滩水电站拦污栅主轨制作的胎具,先用专用胎具将调整角钢与加劲板组焊在一起,再将专用胎具将不锈钢轨头与碳钢主轨压焊在一起。由于采用了合理的胎具,并采用正确的焊接程序,纵向弯曲和扭曲一般都可控制在2mm范围内,只要经少量校正并经机械加工都能达到设计规定的工作面直线度和扭曲值的要求。
对精度要求较高的埋件如链轮门埋件或有些重要的快速门埋 ...... (共1460字) [阅读本文]>>
 上一篇
上一篇