2.7.1 热丝TIG焊
分类:高级焊工1936字
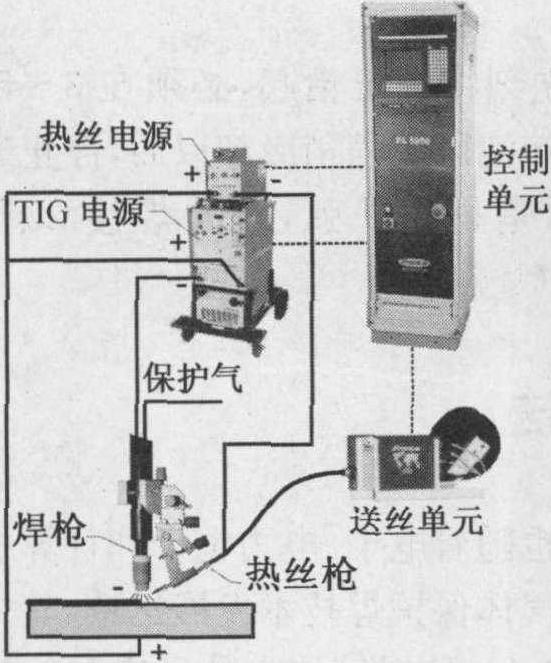
1.热丝TIG(等离子)焊原理
热丝TIG(等离子)焊是近十年发展起来的并在西方国家得到较为广泛应用的先进焊接工艺。热丝TIG(等离子)焊接原理见图2.7-1,该系统采用两套电源,一套电源加在钨极和工件之间,用于给电弧供电,另一套加在填充焊丝和工件之间,用于加热焊丝提高熔敷效率。电弧电源的负(阴)极接在钨极,阳极接在工件上,热丝电源的阳极接在焊丝上,阴极接在工件上,焊丝尖端对准钨极的正下方(参见图2.7-3),已被局部加热的焊丝在电弧热的作用下快速熔化,在自重和电弧力的作用下,熔化的液态焊丝金属成滴状下落至熔池,与熔化的母材共同形成熔池金属,一种典型的热丝TIG焊系统见图2.7 ...... (共1936字) [阅读本文]>>
 上一篇
上一篇




