2.7.2 双丝气体保护焊技术与应用
分类:高级焊工3912字
1.多丝多弧焊接新工艺概述
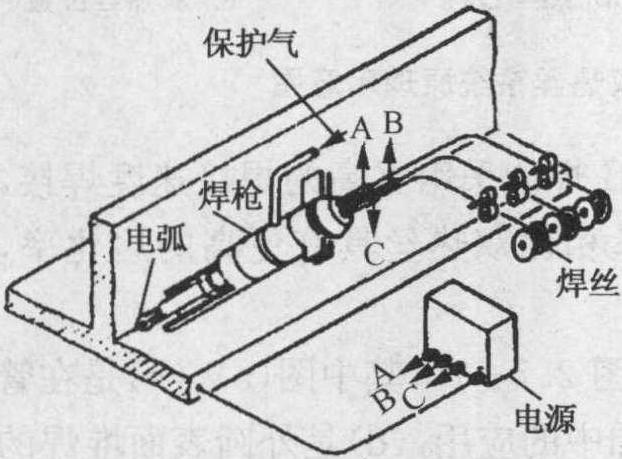
图2.7-11 三丝焊接系统示意图
传统的电弧焊工艺一般采用单电源供电或单焊丝的方式,近年来欧美、日本等公司在多根焊丝配以单个或多个电源方面进行焊接开展了大量的研究工作,在提高生产速度和金属熔敷率方面取得了一些实用化的成果。
日本的藤村告史开发的多丝焊接系统(如图2.7-11所示)采用电流相位控制的脉冲焊接焊丝,电弧在三条焊丝上轮流燃烧,在保证电弧挺度的同时,通过调节各焊丝之间的位置关系及其焊接方向的夹角,来改变能量分布,使焊接过程稳定,从而减少咬边及驼峰等成形缺陷。该方法可以用于角焊缝的高速焊接,焊速可以达到1.8 m/min。
为了避免 ...... (共3912字) [阅读本文]>>
 上一篇
上一篇




