三、熔体输送
分类:塑料挤出制品生产工艺4451字
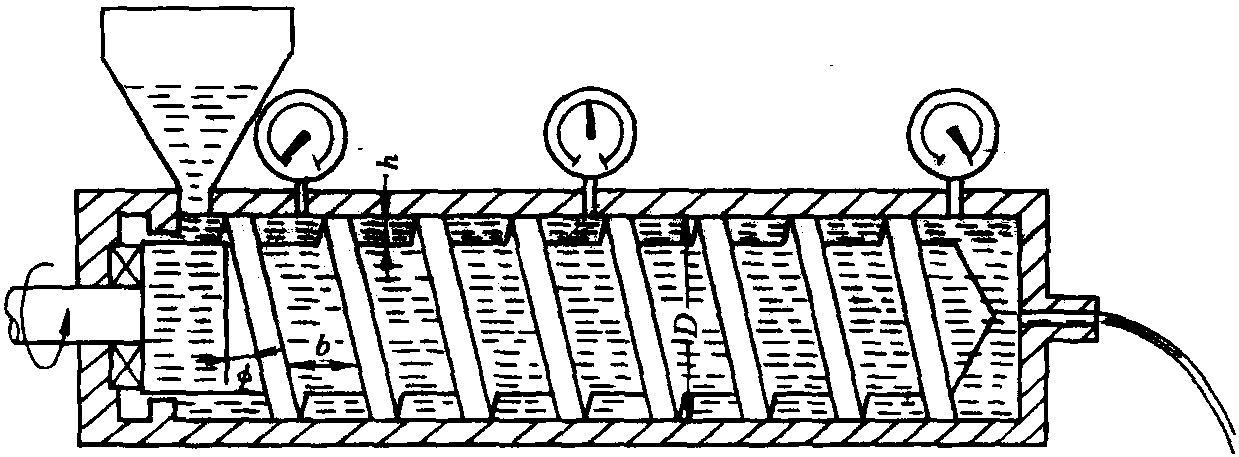
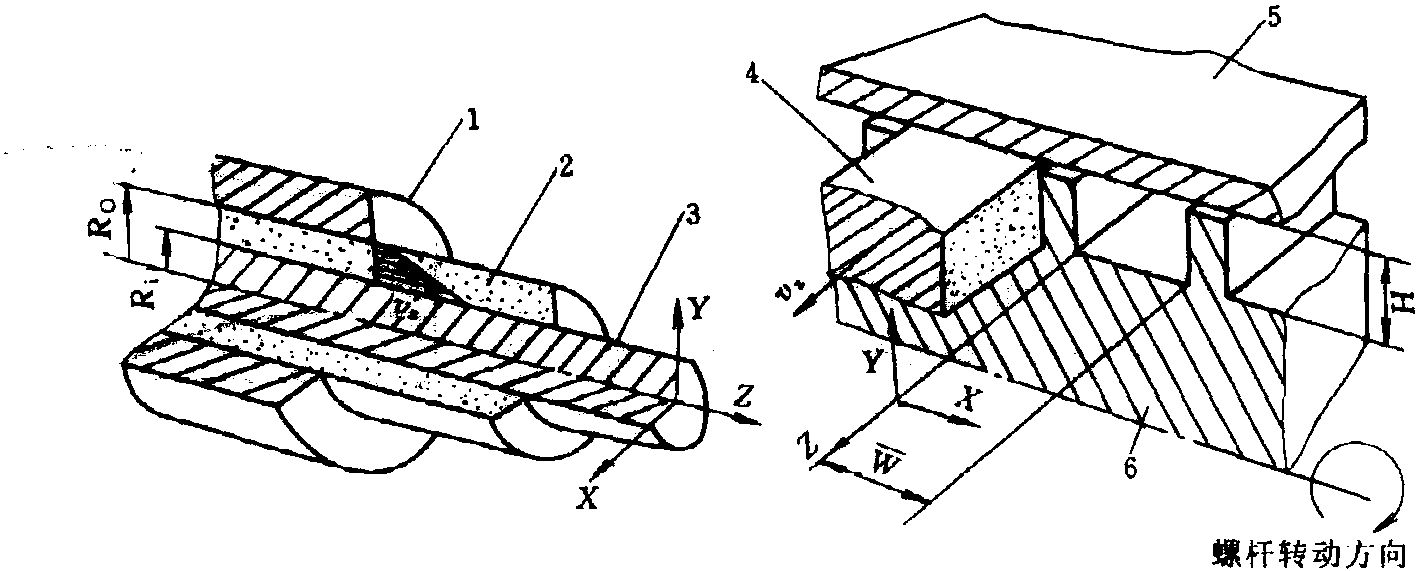
已经熔化了的塑料在熔体区的螺槽中,由复杂的流动状态分解成四种流动状态:正流、横流、逆流和漏流。正流 (也称为拖曳流动) 是指塑料沿着螺槽向机头方向的流动,是由在螺槽中的塑料和螺杆与塑料和料筒的摩擦作用而产生的;塑料的挤出量就是靠这种流动。横流 (也称为环流) 是塑料在螺槽内不断地改变方向,作环形流动; 这种流动对塑料的混合、热交换和塑化都起了积极的作用,但对挤出量不产生影响。逆流 (也称为倒流或压力流动) 它是由机头、口模、过滤网等对塑料反压引起的反向流动; 这种流动的结果减少了挤出量。压力是由挤出系统产生的,见图2-5。漏流也是由机头、口模、过滤网等 ...... (共4451字) [阅读本文]>>
 上一篇
上一篇