5.4 塑料卡尺盒注塑模具
分类:实用注塑模设计489字
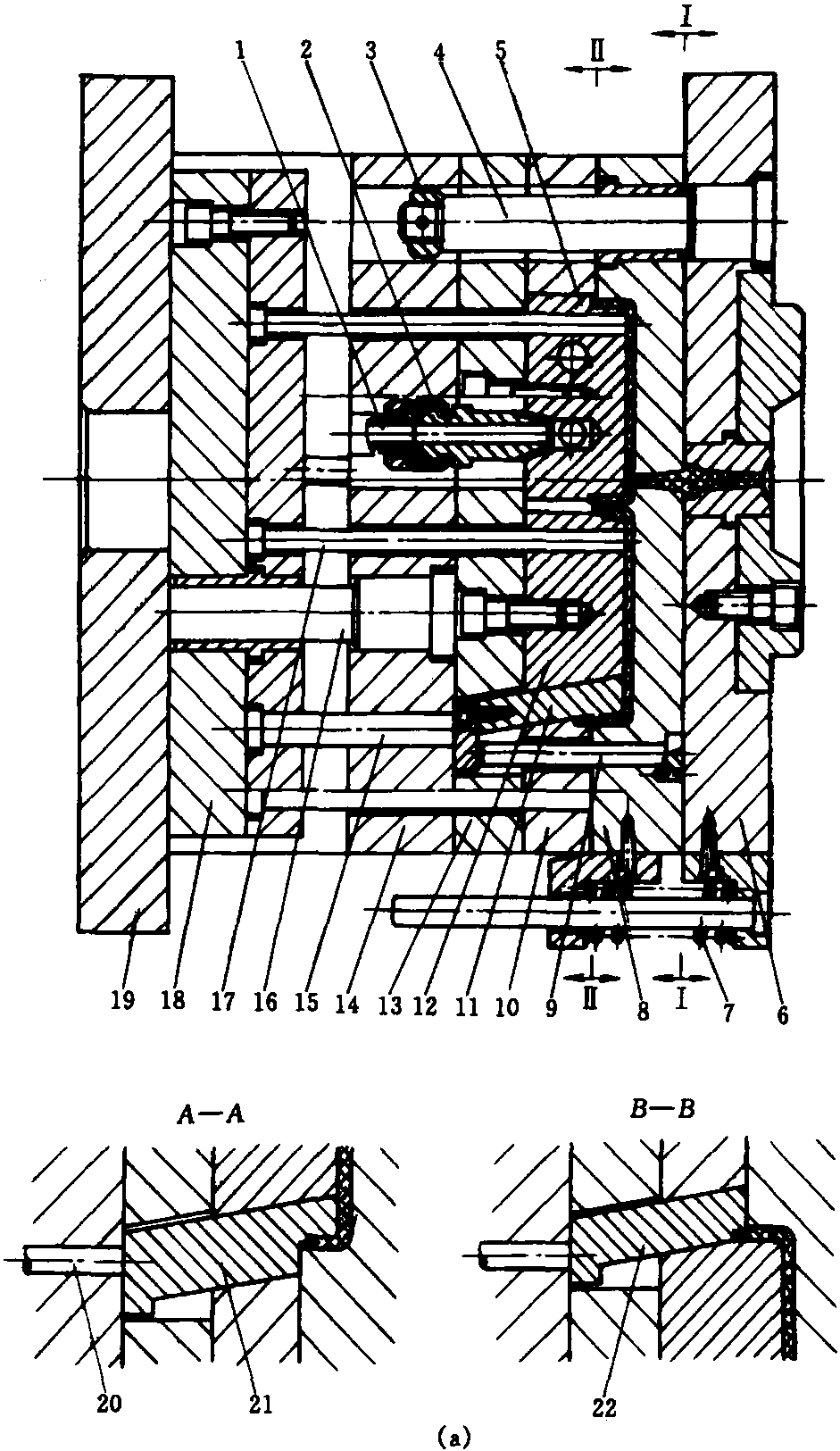
开模时,在弹簧7作用下,首先沿Ⅰ-Ⅰ分型,将主流道从主流道衬套中拉出,螺帽3对定模板8限位后,模具沿Ⅱ-Ⅱ面分型。
顶出时,由推杆15、17、20分别推动斜滑块11、21、22和制品,完成对制品各处侧凹的抽芯并顶出制品,复位杆9用于使斜滑块复位。
此模具为斜滑块成型内外侧凹结构的注塑模具,其主要特点是,点浇口开设在折页近处,有利于注射成型;制品的两处外侧凹和三处内侧凹分别由斜滑块11、21、22成型,结构紧凑,加工简便;型芯5、12分别冷却,有利于控制模具温度; 由于制品成型面积较大,利用四根推板导柱兼起支撑作用。
见图5-4。
图5-4 (a) 塑料卡尺盒注塑模具主视图
图5-4 (b) 塑料卡尺盒 ...... (共489字) [阅读本文]>>
 上一篇
上一篇