5.5 塑料导纸轮注塑模具
分类:实用注塑模设计568字
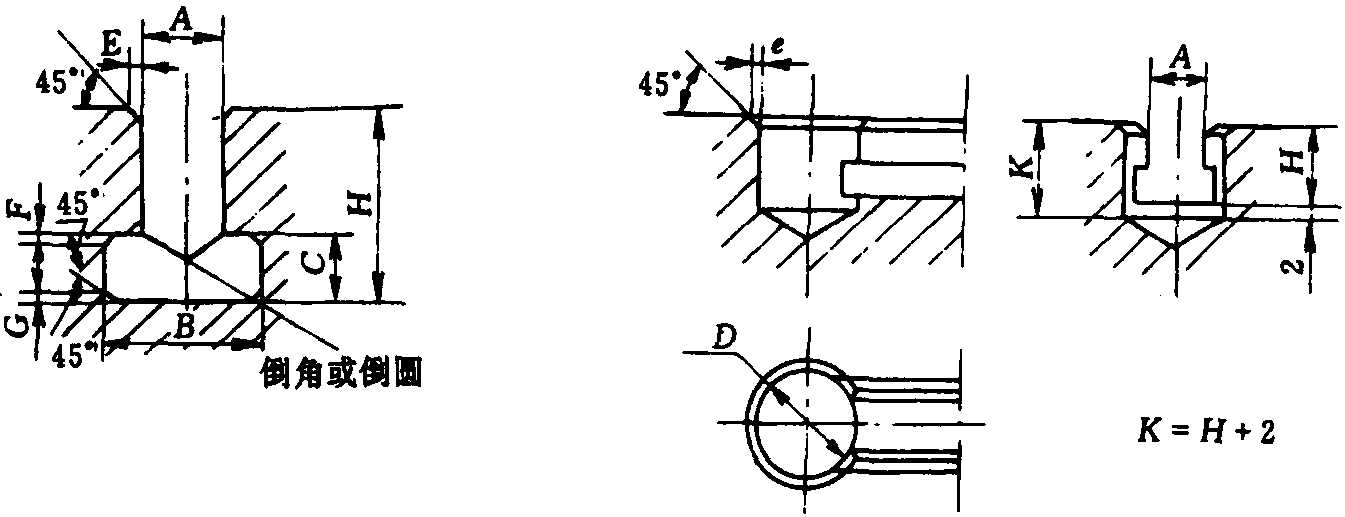
制品呈细长圆管形,在其外圆分布有六个直径较大且壁较薄的凸缘。为便于制品成型,尽量缩短塑料在注射过程中的流程,因此设置了点浇口。
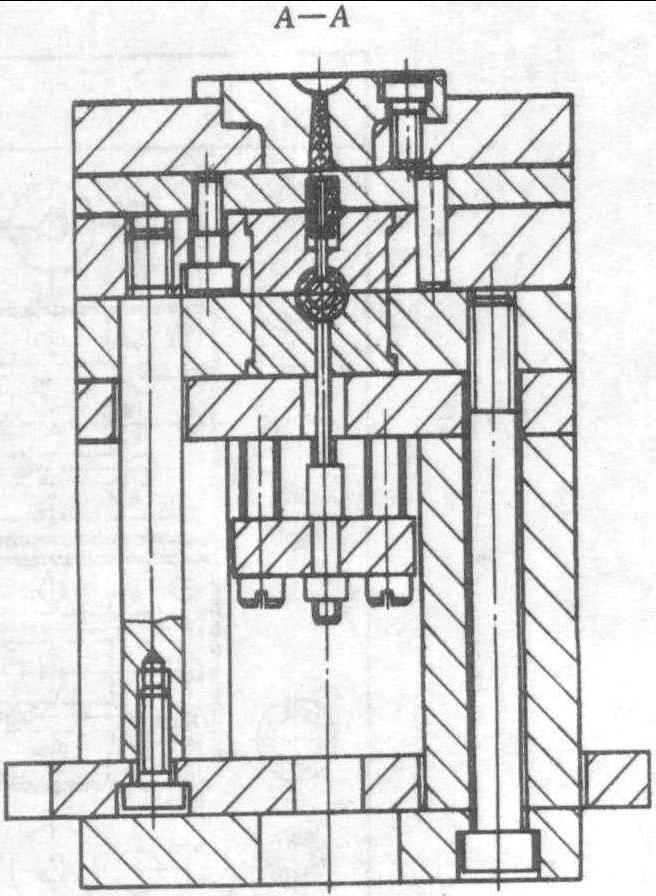
为避免在注射过程中细长型芯6产生变形,在制品允许存在工艺孔的条件下设置了支撑杆4,用以提高型芯6的刚性。为了保证在开模过程中使制品留在动模一侧,在定模一侧设置了顶杆5。此模具为典型的双脱模机构注塑模具。
开模时,首先从Ⅰ-Ⅰ分型面分型,两端的点浇口被拉断,而在中间的两个点浇口牵制下将主流道和分流道从浇口套和定模座板2中带出。随后在顶出过程中,由推板13、推杆12推动定模板8沿Ⅱ-Ⅱ分型面分型。与此同时,弹簧3推动顶杆5使制 ...... (共568字) [阅读本文]>>
 上一篇
上一篇