第一节 概述
分类:CO2气体保护焊工艺与操作246字
CO2气体保护电弧焊俗称CO2保护焊,它是熔化极气体保护电弧焊方法的一种,采用CO2气体作为保护介质,焊接时用CO2把电弧即熔池与空气机械地隔离开来,从而避免了有害气体成分的侵入,以获得质量良好的焊缝。
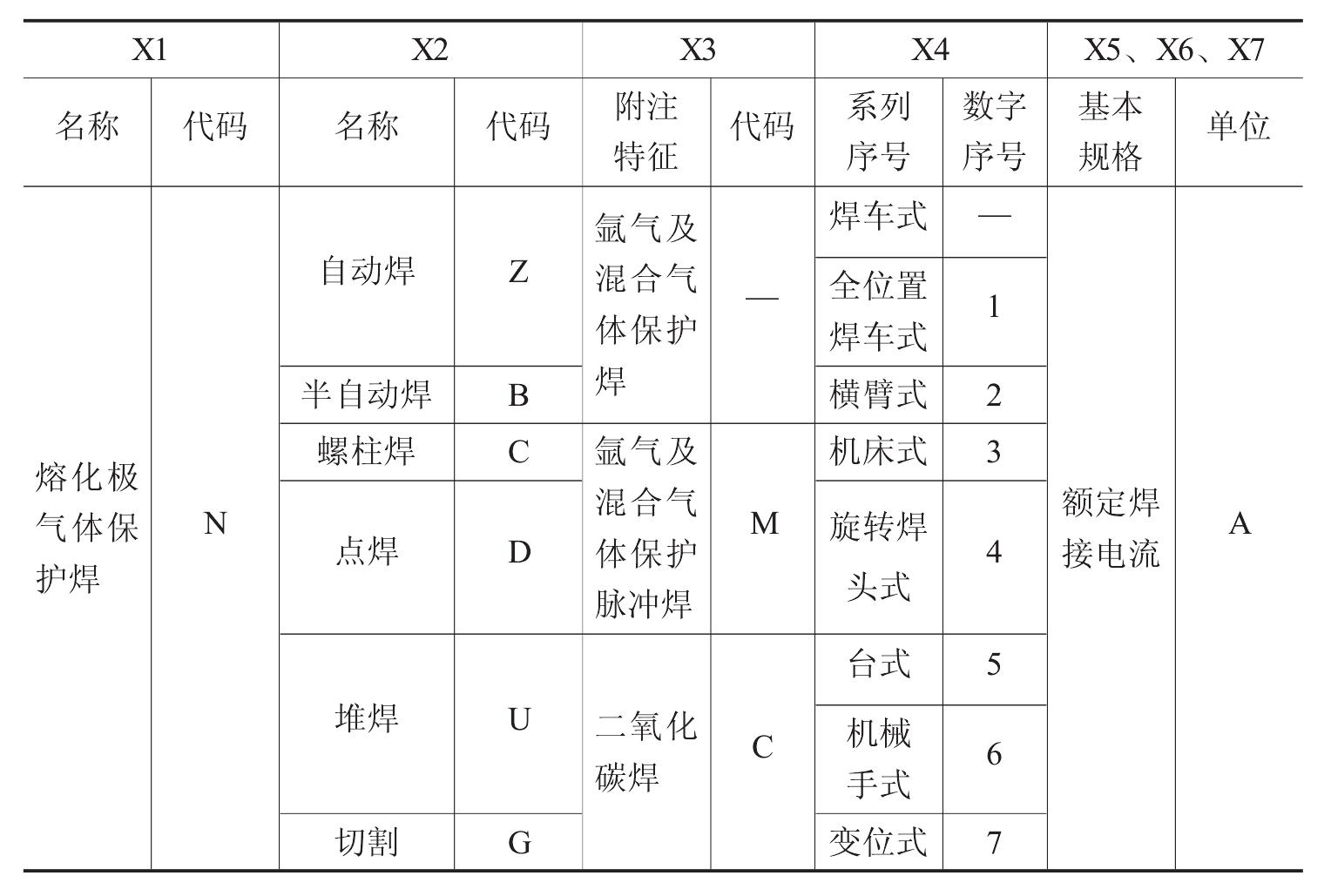
CO2保护焊的焊接过程如图1-1所示。CO2保护焊的分类见表1-1。
图1-1 CO2保护焊的焊接过程
1—工件;2—熔池;3—焊道;4—焊接电弧;5—CO2保护气体;6—焊丝;7—导电嘴;8—焊嘴;9—气瓶;10—焊丝盘;11—送丝滚轮;12—电机;13—焊接电源
表1-1 CO2气体保护焊的分 ...... (共246字) [阅读本文]>>