四、送丝机构
分类:CO2气体保护焊工艺与操作2472字
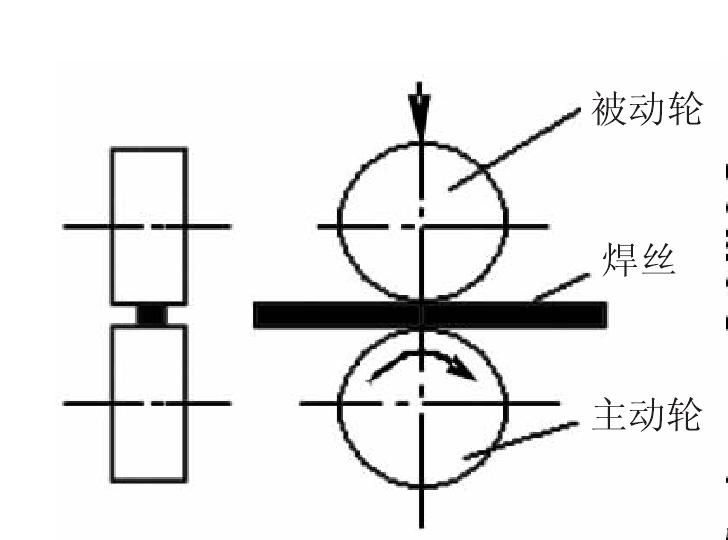
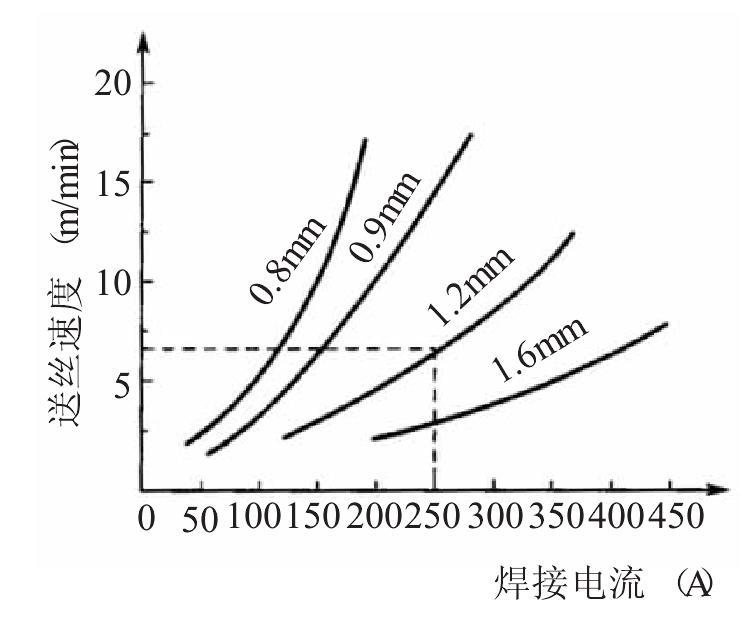
四、送丝机构如前所述,送丝方式可分为推丝式、拉丝式和推拉式三种。在CO2焊设备中,送丝机构是焊机的重要组成部分,焊接电流的大小就是通过改变送丝速度来实现的。常用的送丝机构是由送丝电动机、调速器、减速装置、送丝滚轮及送丝软管等组成。
1.送丝电动机
为了保证送丝速度稳定和调速方便,送丝电动机通常采用直流微电机,可无级调速,要求其必须具有足够大的功率和较硬的工作特性。目前应用比较广的是S369伺服直流电机。送丝电动机的功率一般为30~80W。
细焊丝采用等速送丝方式,运行中应保持送丝速度不变,所以送丝电动机应采用他激式或永久磁铁型。对于粗焊丝一般采用恒流 ...... (共2472字) [阅读本文]>>
 上一篇
上一篇