第二节内、外径切削指令G90
分类:数控车削编程8386字
【工作任务】
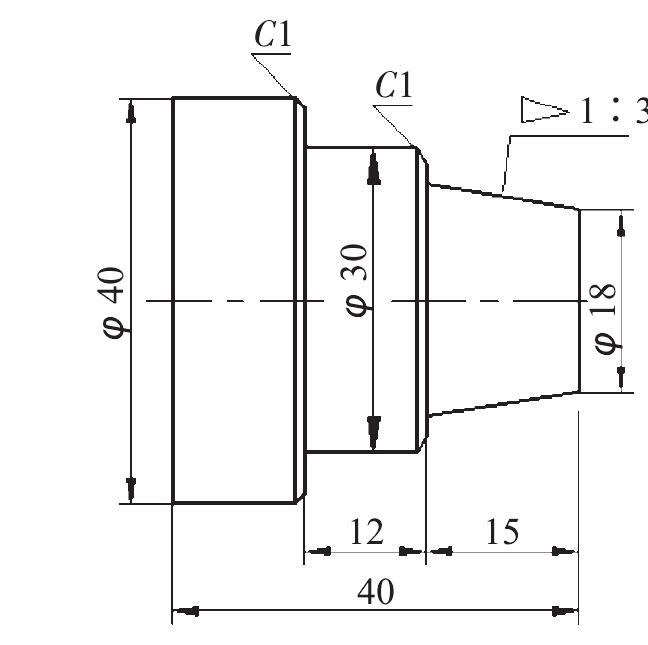
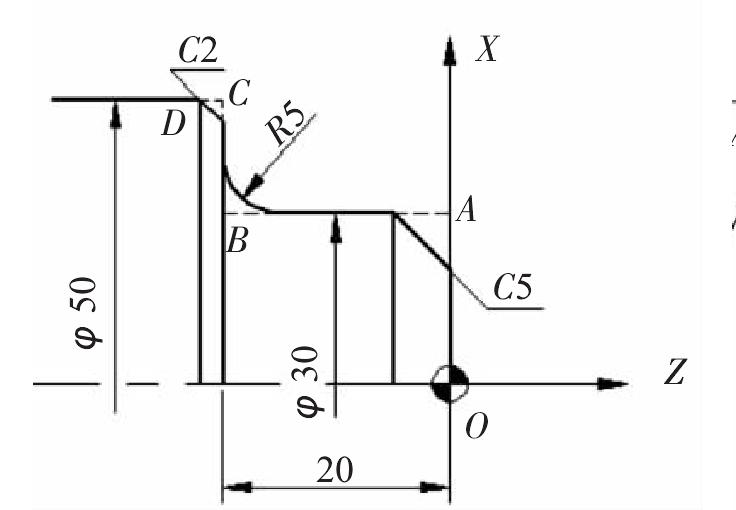
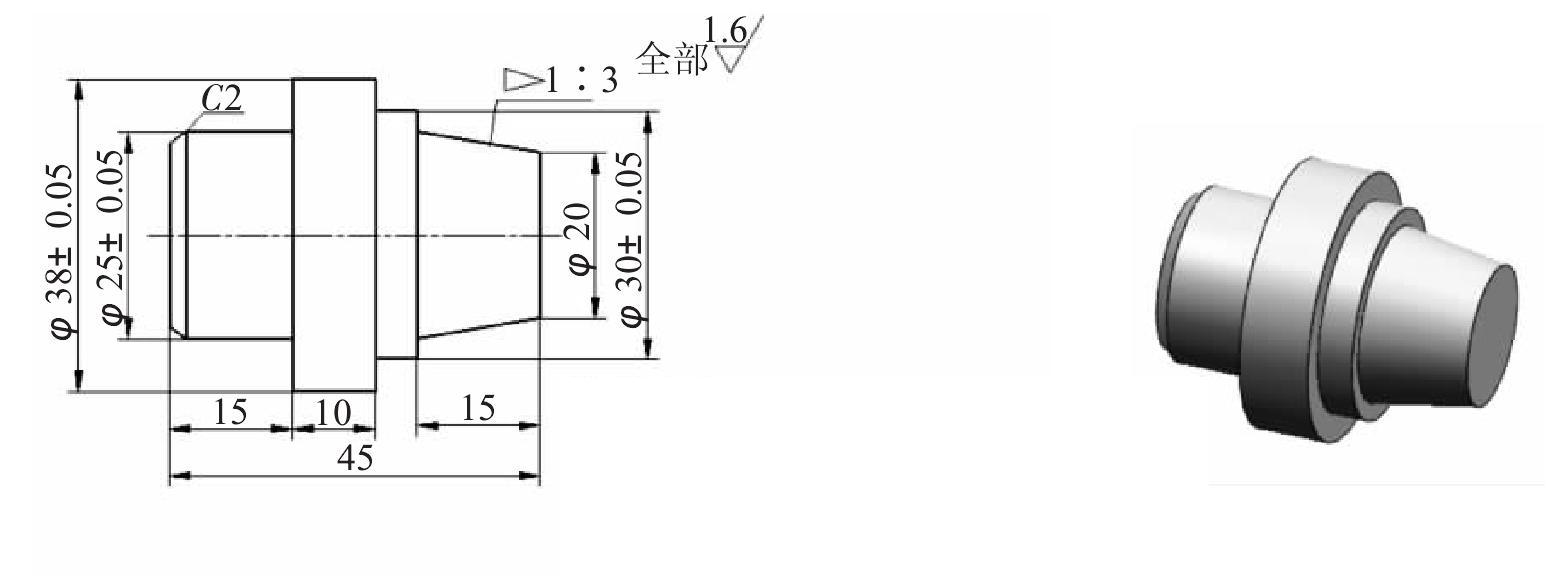
制订数控车削外圆柱面和圆锥面零件的加工工艺方案,应用G90指令编写程序并加工如图2-14所示零件,毛坯选用φ40mm×46mm的钢料。
图2-14 双向锥轴
技术要求:
1.去除毛刺
2.调质硬度为225~250HBW
3.一般公差尺寸按GB/T 1804-m加工
【相关理论】
实际加工中,我们常会遇到简单的阶梯轴套类零件,若采用单一编程指令如G00、G01、G02/03进行编程加工,程序量大,在加工过程中,类似程序正负号输错、数值输入出错等由于操作者的失误所引起的错误,很容易出现安全事故及产品报废。为简化程序、提高安全性,可使用数控系统提供的单一循环G90、G92、G94等指令。
单一循环指令G90、G94集成了G00、G01的动作 ...... (共8386字) [阅读本文]>>
 上一篇
上一篇