第三节端面车循环G94
分类:数控车削编程3086字
【工作任务】
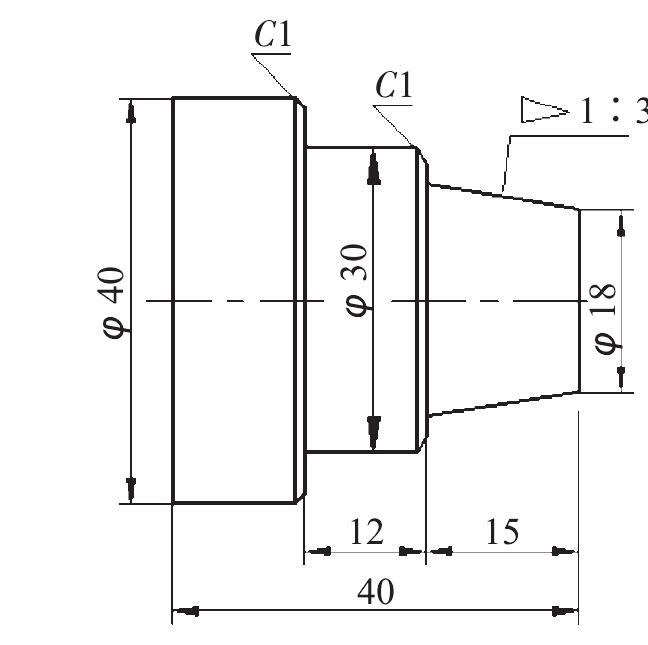
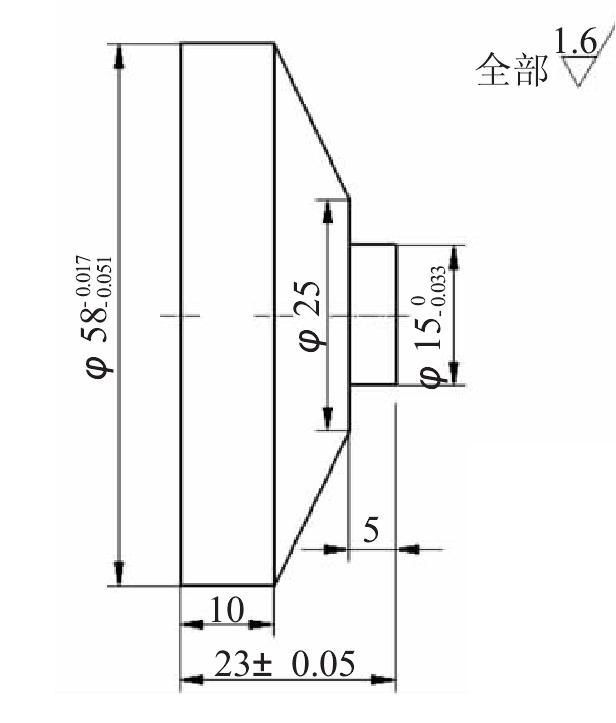
制订数控车削外圆柱面和圆锥面零件的加工工艺方案,应用G94指令编写程序并加工如图2-31所示零件,毛坯选用φ40mm×24mm的钢料。
技术要求:
1.去除毛刺
2.调质硬度为225~250HBW
3.一般公差尺寸按GB/T 1804-m加工
图2-31 单向锥轴
【相关理论】
一、端面切削循环G94
这里所指的端面即与X轴坐标平行的端面,称为平端面。
1.指令格式
G94 X(U)__Z(W)__F__;
X(U)__Z(W)__F__含义同于G90。
例G94 X10.0 Z-20.0 F0.2;
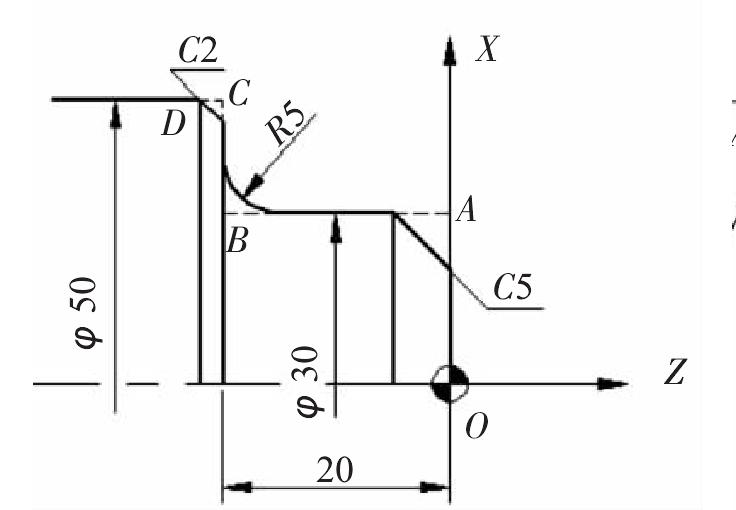
2.指令的运动轨迹及工艺说明
指令的运动轨迹如图2-32(外轮廓)所示。刀具从程序起点A开始以G00方式快速到达指令中的Z坐标处(图中B点),再以G01的方式切削进给至终点坐标处(图中C点),并退至 ...... (共3086字) [阅读本文]>>
 上一篇
上一篇