第一节粗、精车循环G71、G70
分类:数控车削编程5338字
【工作任务】
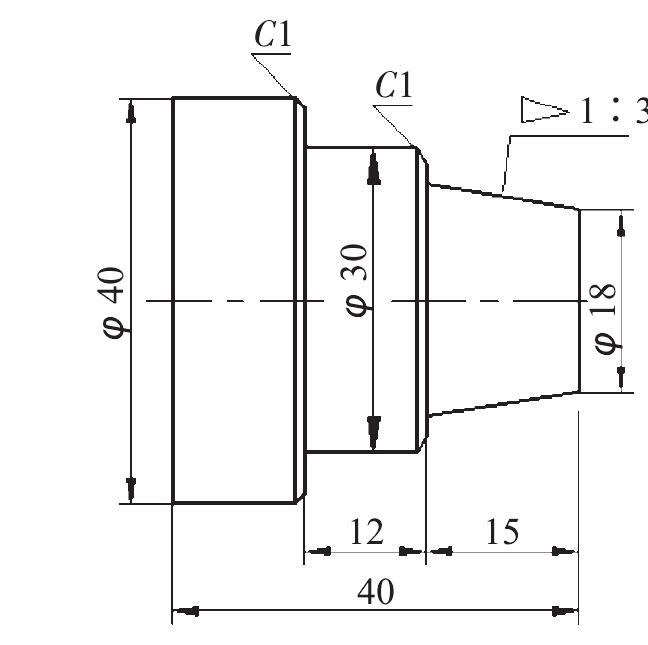
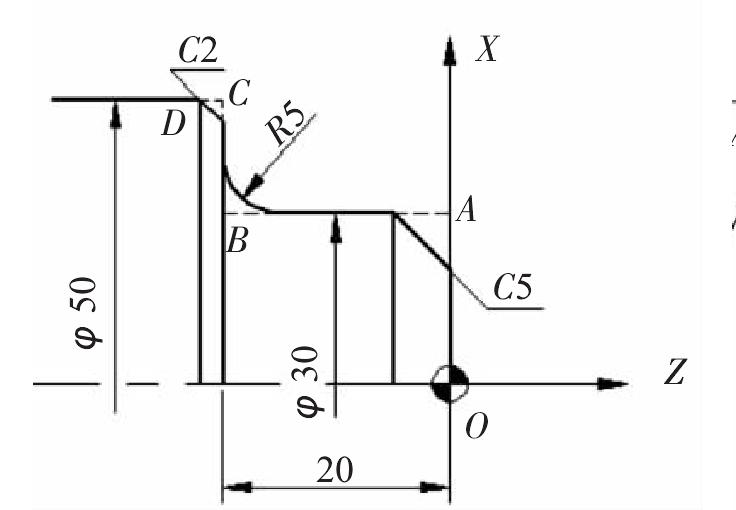
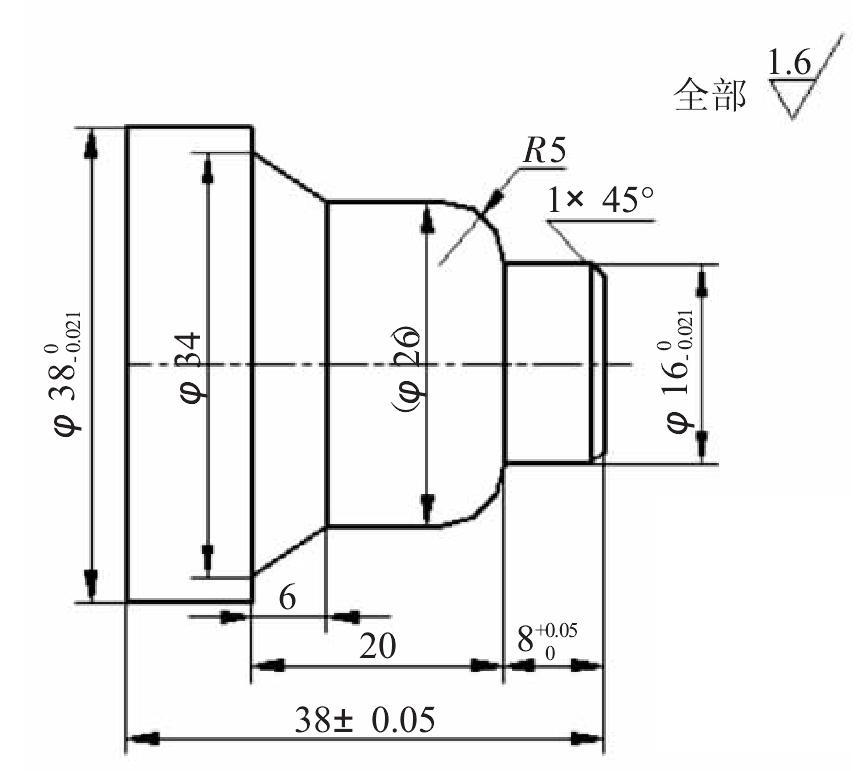
制订如图3-1所示圆锥塞帽的加工工艺方案,应用G71、G70指令编写程序并加工,毛坯选用φ40mm×40mm的钢料。
技术要求:
1.去除毛刺
2.调质硬度为225~250BHW
3.一般公差尺寸按GB/T 1804-m加工
图3-1 圆锥塞帽
【相关理论】
一、分层切削加工工艺
在数控车削加工过程中,考虑毛坯的形状、零件的刚性和结构工艺性、刀具形状、生产效率和数控系统具有的循环切削功能等因素,大余量毛坯分层切削循环加工路线主要有“矩形”分层切削进给路线和“型车”分层切削进给路线两种形式。
“矩形”分层切削进给路线如图3-2所示,为切除图示的双点划线部分加工余量,粗加工走的是一条类似于矩形的轨迹。“ ...... (共5338字) [阅读本文]>>
 上一篇
上一篇