第三节型车复合循环G73
分类:数控车削编程3616字
【工作任务】
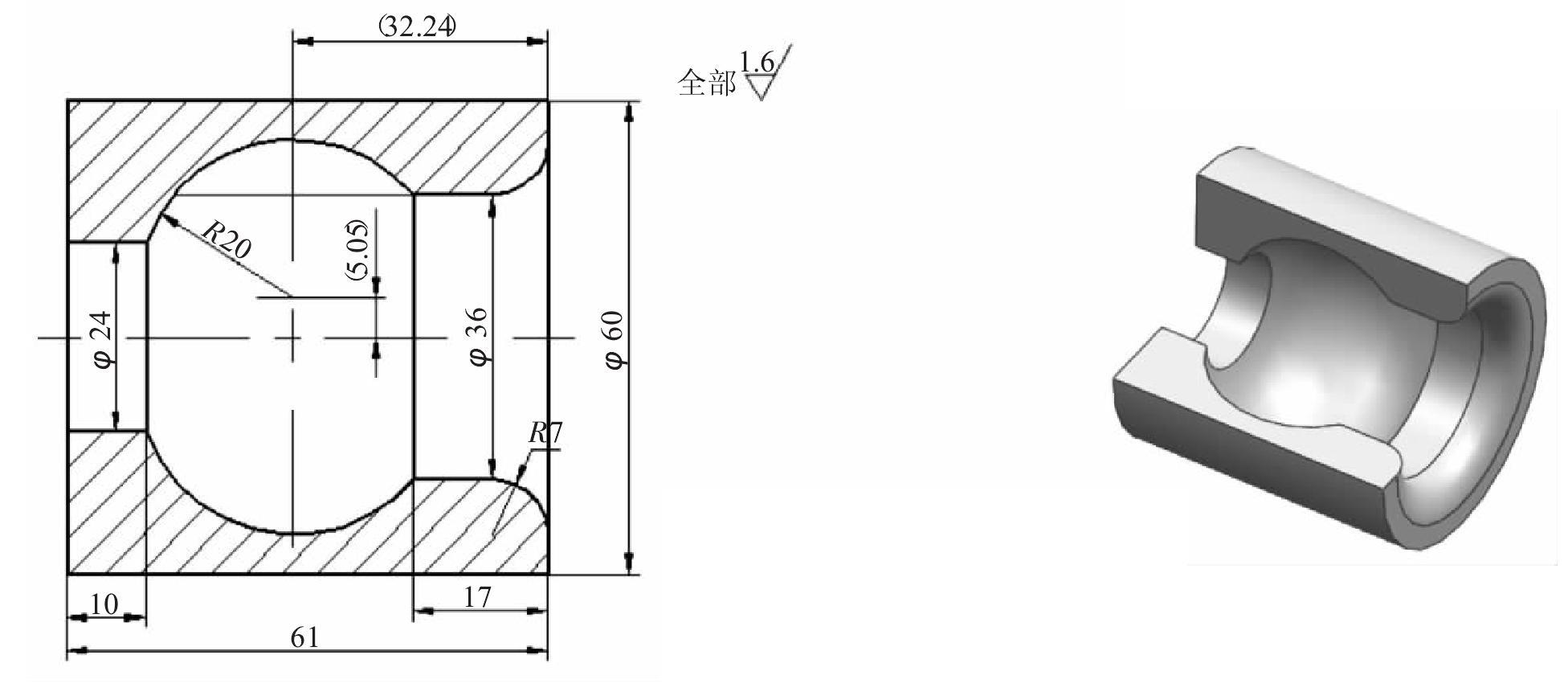
制订如图3-21所示零件的加工工艺方案,应用G73、G70指令编写程序并加工,毛坯选用φ60mm×62mm的钢料。(毛坯已钻出φ22mm的孔)
技术要求:
1.去除毛刺
2.调质硬度为225~250HBW
3.一般公差尺寸按GB/T 1804-m加工
图3-21 内凹圆弧套
【相关理论】
一、车削内凹结构工件对刀具角度的要求及车刀的选择
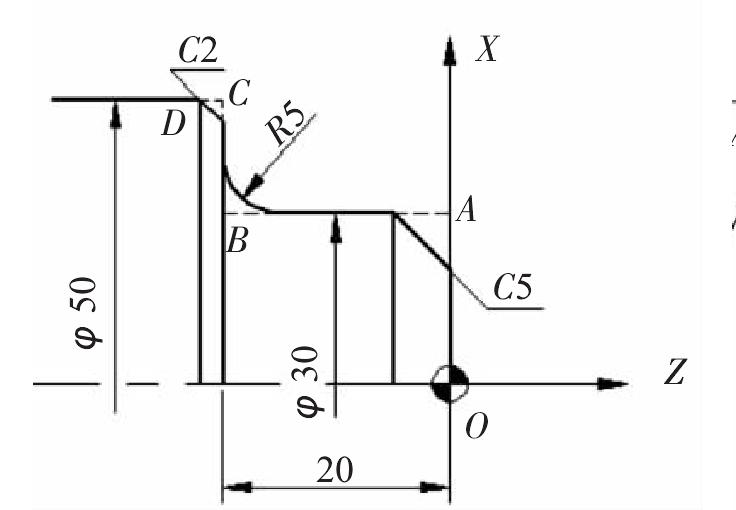
在加工具有内凹结构工件时,如图3-22所示。为了保证刀具后刀面在加工过程中不与工件表面发生摩擦,往往要求刀具的副偏角κr'较大(κr'>β),由于刀具的主偏角κr一般取值在90°~93°范围内,所以应选择刀尖角εr较小的刀具,俗称“菱形刀”。
图3-22 内凹结构工件对刀具角度的要求
实际生产和实训中 ...... (共3616字) [阅读本文]>>
 上一篇
上一篇