第六节综合编程实例
分类:数控车削编程704字
【工作任务】
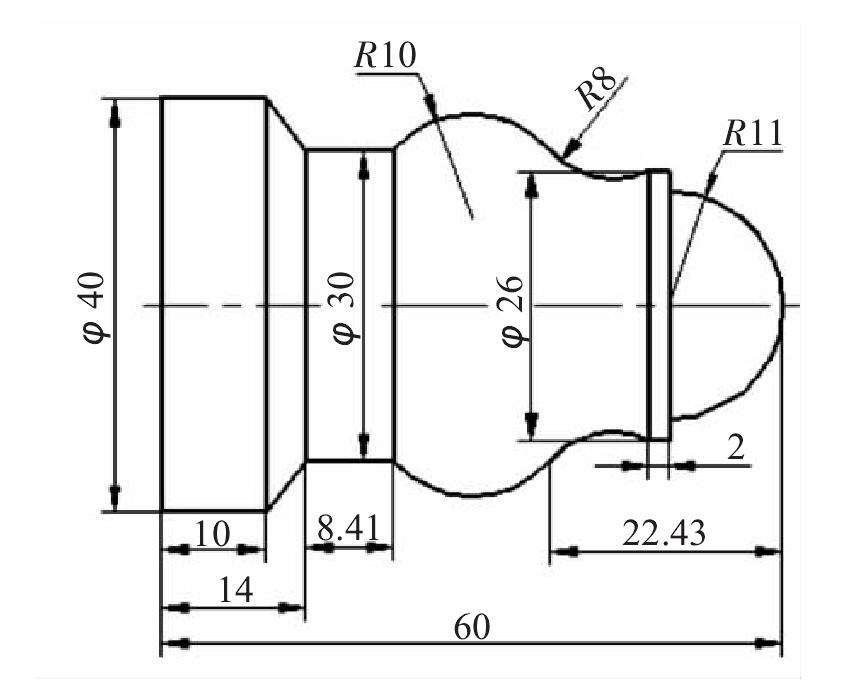
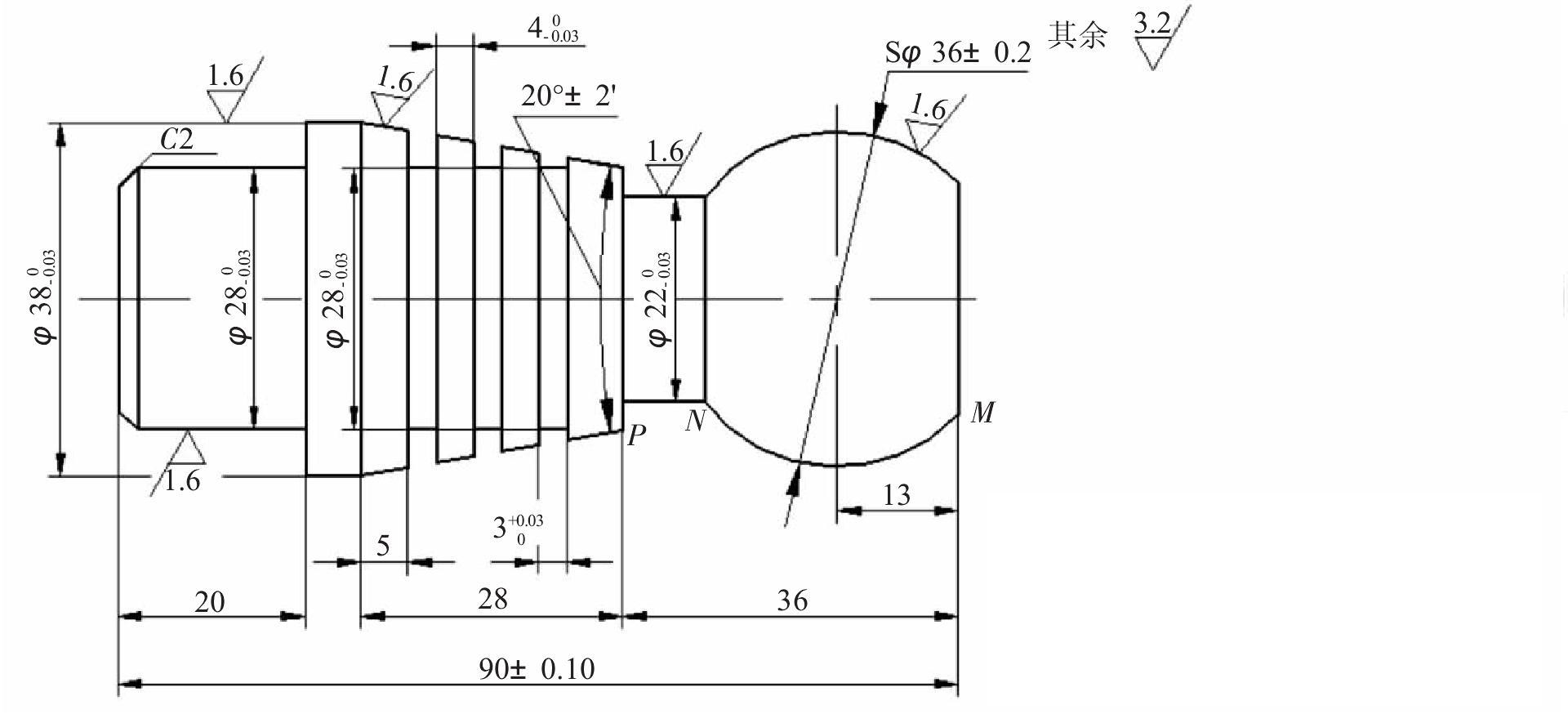
制订如图3-46所示零件的加工工艺方案,编写加工程序并加工,毛坯选用φ42mm×45mm的钢料。
技术要求:
1.去除毛刺
2.调质硬度为225~250HBW
3.一般公差尺寸按GB/T 1804-m加工
图3-46 圆球斜面轴
1.选择机床与夹具
选择FANUC 0i系统、前置刀架式数控车床加工,夹具采用通用三爪卡盘,编程原点分别设在工件左、右端面与Z轴相交的交点上。
2.确定编程方案
①采用G71和G70指令粗、精加工工件左侧外轮廓。
②调头车端面,保证总长,打中心孔。
③采用一夹一顶的方式进行装夹。
④采用G73和G70指令粗、精加工工件右侧外轮廓。
⑤采用G75指令进行切槽加工。
⑥工件去毛刺倒棱,检查各项尺寸精度。
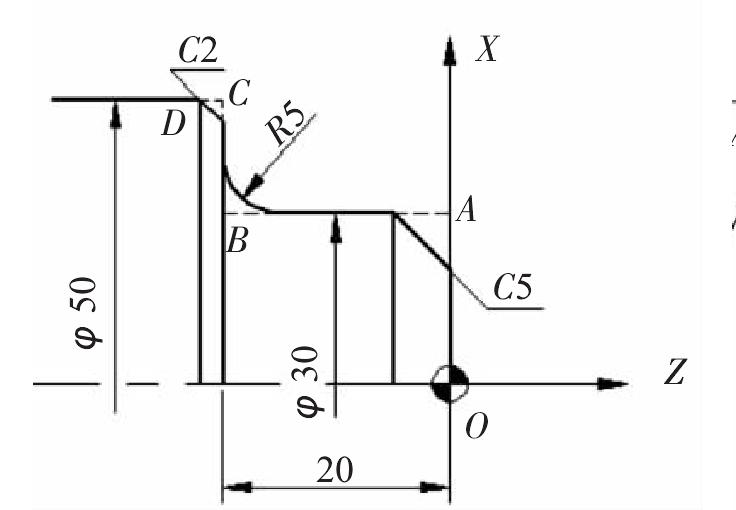
3.基点计算
基 ...... (共704字) [阅读本文]>>
 上一篇
上一篇