第五节子程序的编程与应用
分类:数控车削编程2940字
【工作任务】
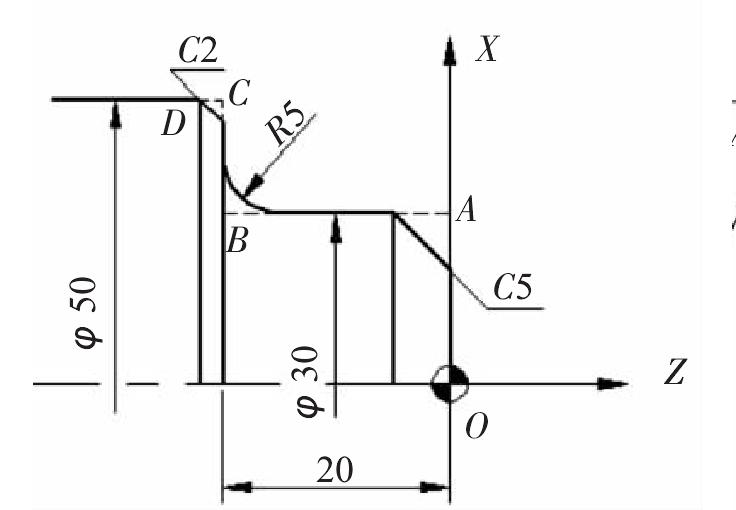
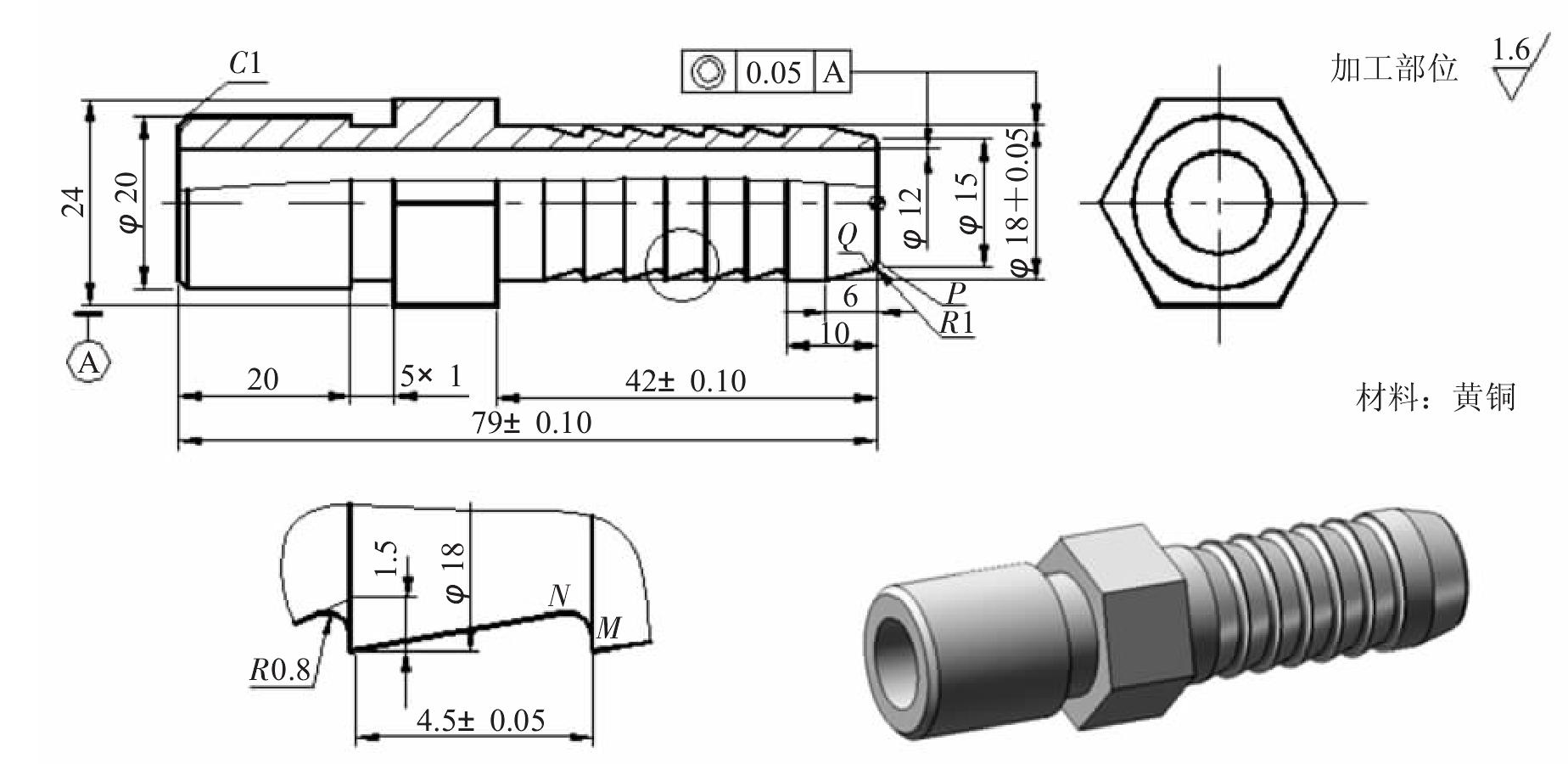
制订如图3-40所示零件的加工工艺方案,应用子程序编写程序并加工软管接头右端楔槽,毛坯选用φ25mm×80mm的黄铜。
图3-40 软管接头
【相关理论】
一、子程序
1.子程序的概念
(1)子程序的定义机床的加工程序可以分为主程序和子程序两种。主程序是一个完整的零件加工程序,或是零件加工程序的主体部分。它与被加工零件或加工要求一一对应,不同的零件或不同的加工要求,都有唯一的主程序。
在编制加工程序时,有时会遇到一组程序段在一个程序中多次出现,或者在几个程序中都要使用它。这个典型的加工程序可以做成固定程序,并单独加以命名,这组程序段就称为子程序。
子程序一 ...... (共2940字) [阅读本文]>>
 上一篇
上一篇