第九 节数控车综合实例9
分类:数控车削编程268字
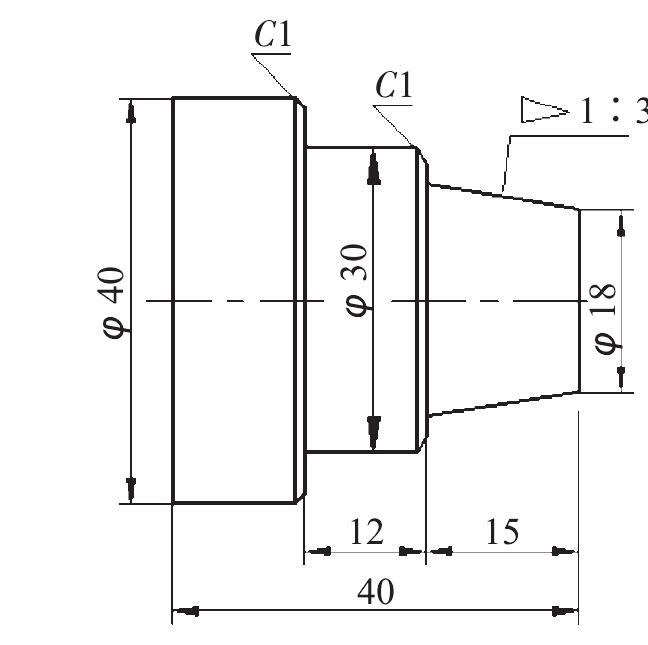
一、分析零件图样
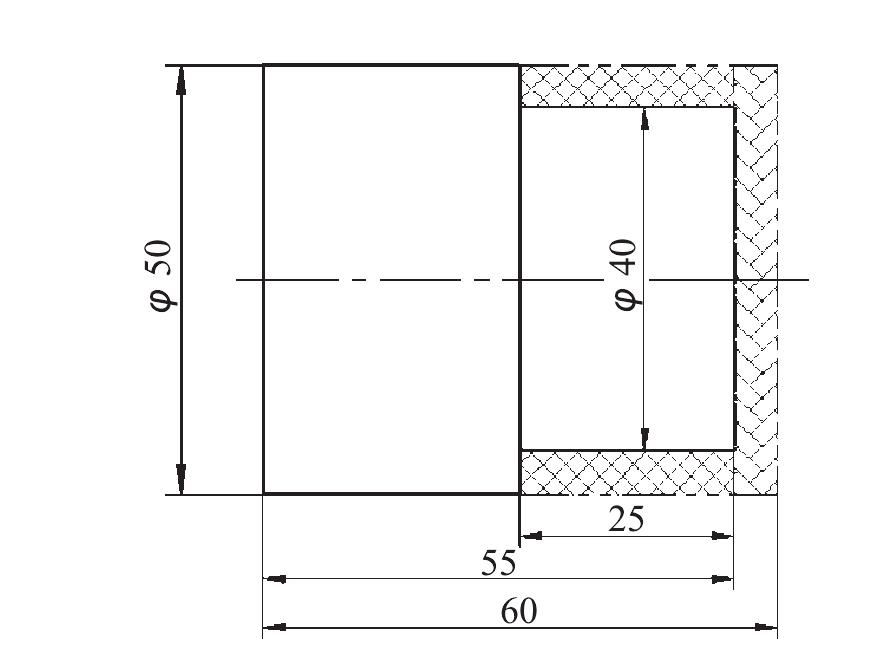
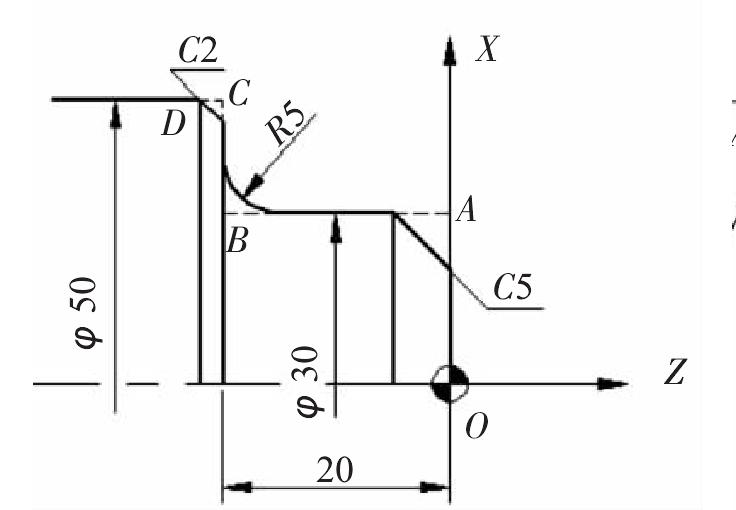
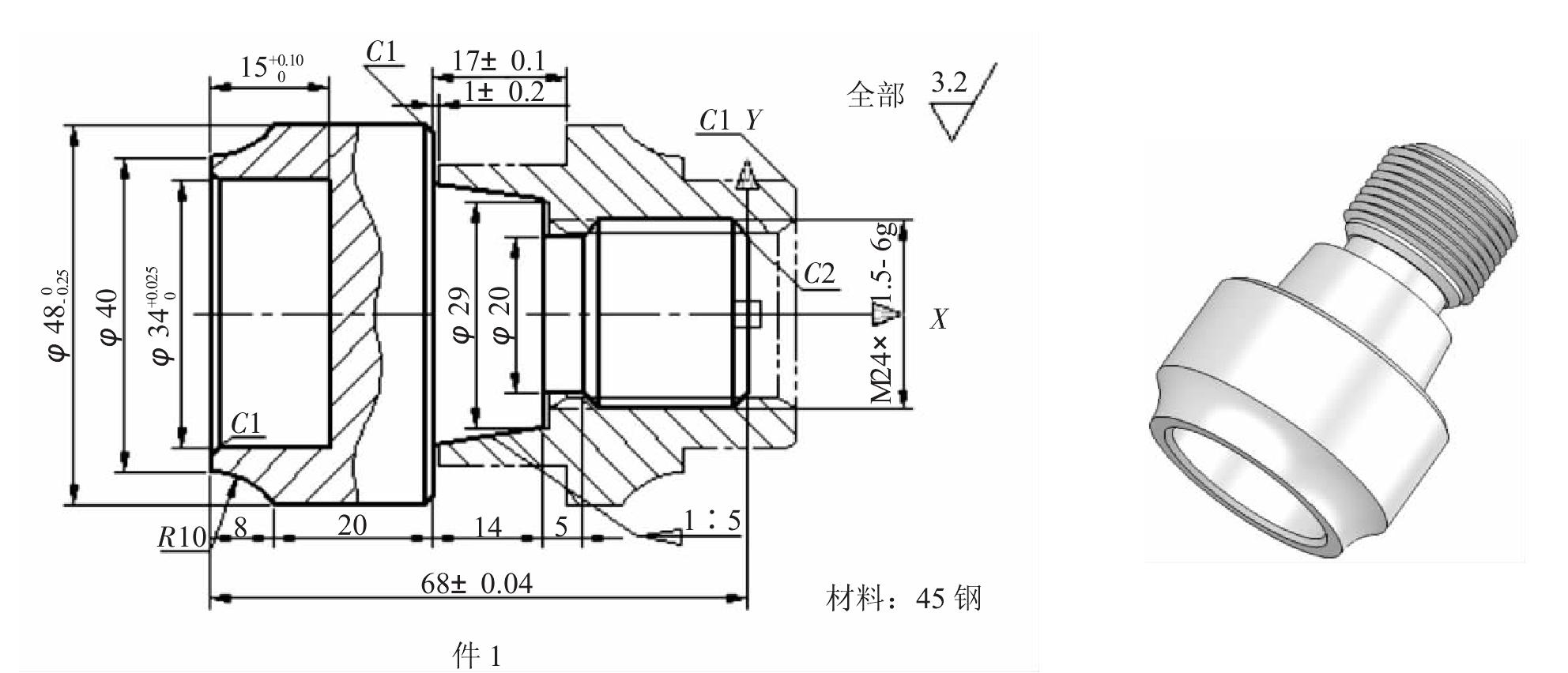
如图6-12所示工件,毛坯为φ50mm×70mm和φ50mm×47mm的45钢,试编写其数控车加工程序并进行加工。
图6-12 综合实例9
二、加工工艺分析
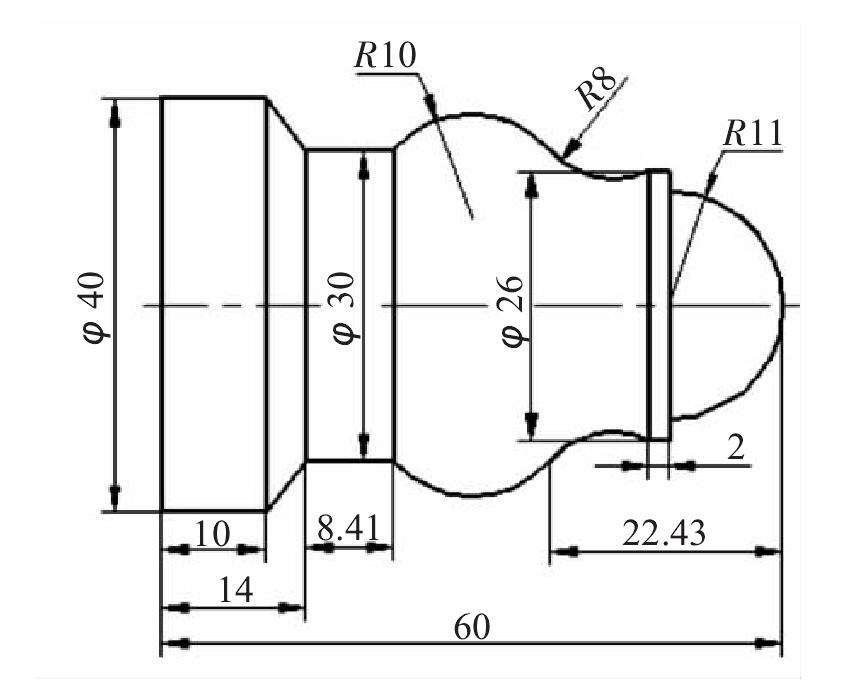
R10±0.03尺寸应在件1与件2配合后,加工完成,保证尺寸精度要求。
三、参考程序
选择完成后工件的左右端面回转中心作为编程原点,选择的刀具为:T01外圆车刀;T02外切槽刀;T03外螺纹车刀;T04内孔车刀。其加工程序见表6-13。
表6-13 综合实例9参考程序(件1)
续表
注:请自行编制件2的加工程序 ...... (共268字) [阅读本文]>>
 上一篇
上一篇