第十节数控车综合实例10
分类:数控车削编程1472字
一、分析零件图样
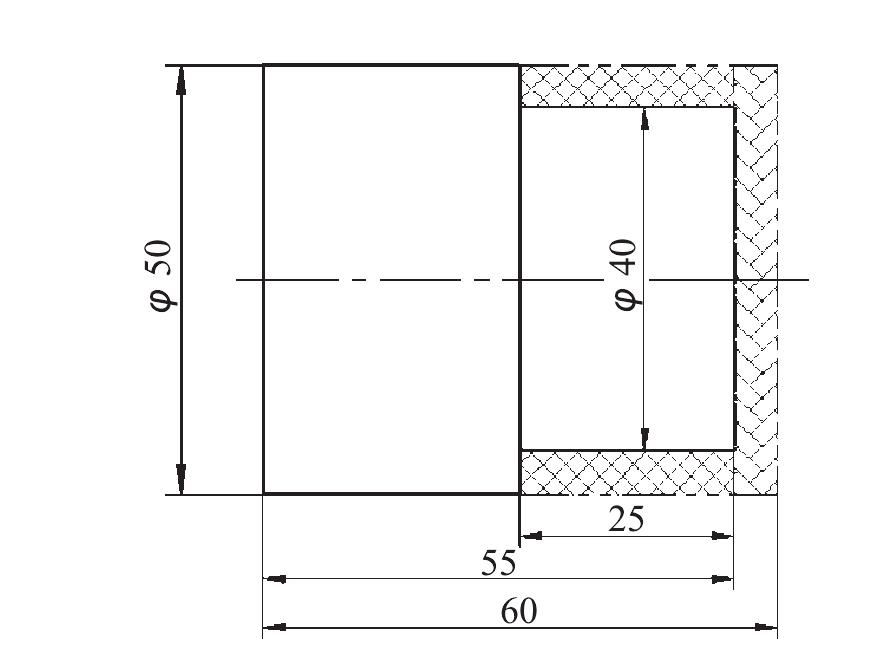
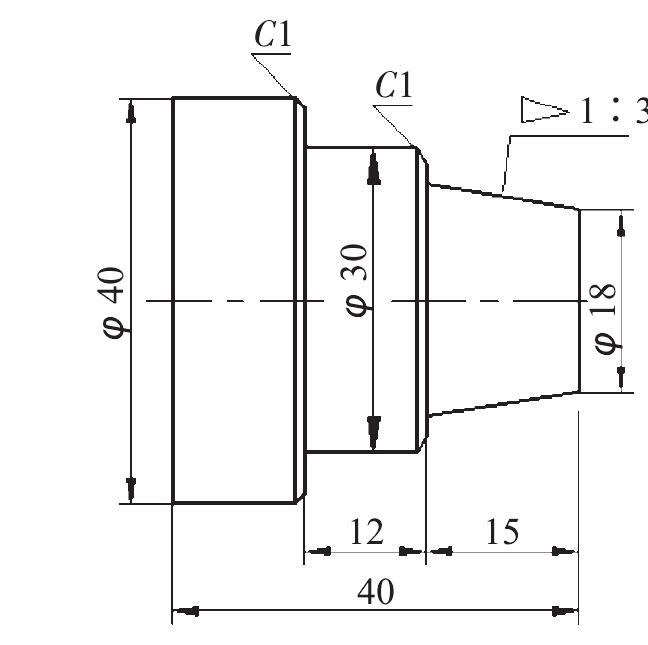
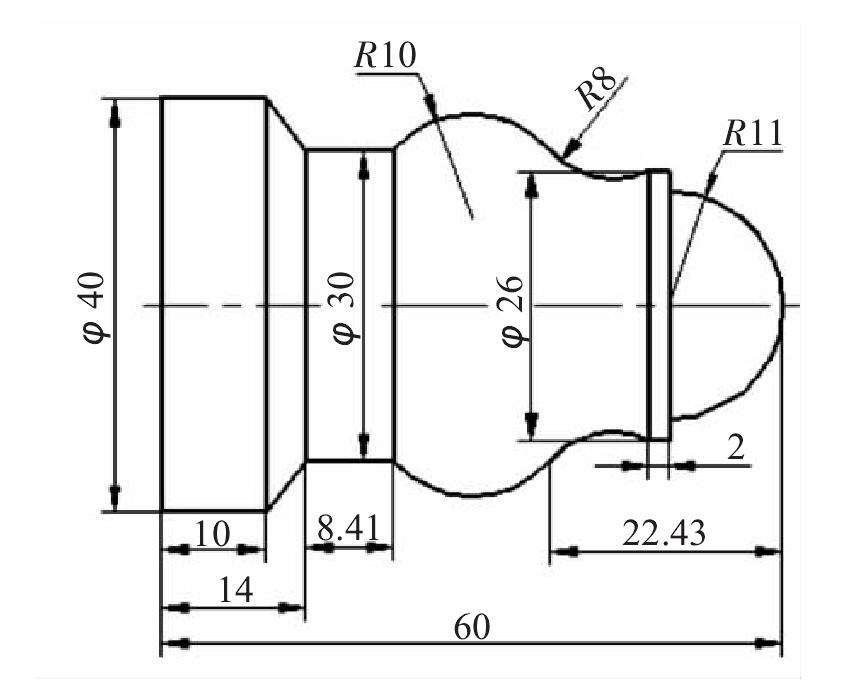
如图6-13所示工件,毛坯尺寸φ40mm×90mm、φ40mm×35mm和φ40mm×40mm,根据加工要求,钻出相应直径和深度的预孔,试编写其数控车加工程序。
图6-13 综合实例10
二、加工工艺分析
加工本例工件时,难点在于件1和件2的椭圆的加工。加工时选用的外圆刀副偏角要大些,防止加工左半部分椭圆时蹭到已加工表面。件1与件2的配合间隙,主要靠操作者对刀的精度来保证。
三、参考程序
选择完成后工件的左右端面回转中心作为编程原点,选择的刀具为:T01外圆车刀;T02外切槽刀;T03外螺纹车刀;T04内孔车刀;T05内沟槽车刀;T06外螺纹车刀;T07菱形车刀。其加工程序见表2-7。
表6-14 综合实例10参考程序
...... (共1472字) [阅读本文]>>
 上一篇
上一篇