3.6.1 变薄拉深的特点
分类:模具实用技术设计543字
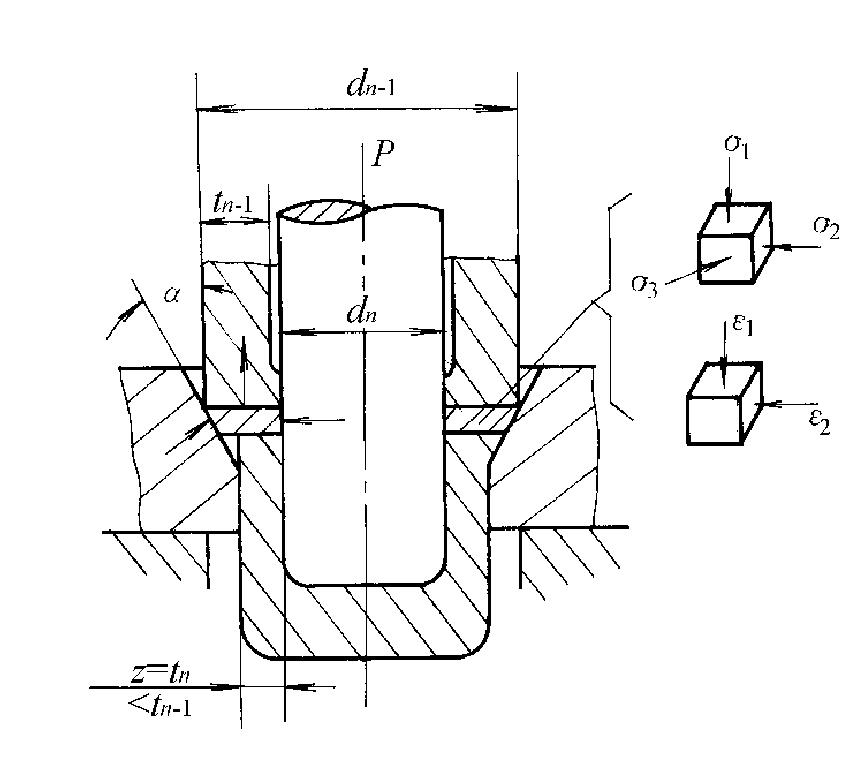
1)凸、凹模之间的间隙小于毛坯的厚度,而毛坯的直壁部分在通过间隙时受压,产生显著的变薄现象(图1-3-60),而使侧壁高度增加,故称变薄拉深。
2)变薄拉深的工件质量高,壁厚比较均匀,壁厚偏差在±0.01mm以内,表面粗糙度可达Ra0.2以下。并且,由于两向受压,晶粒细密,提高了强度。
3)由于变形区小(与冷挤压相比),所以拉深力较小,所需设备吨位小。
4)没有起皱问题(与不变薄拉深相比),不需要压边装置,可在单动压床上进行深拉深,并且模具结构简单、价廉。
5)在压床一次行程中,采用多层凹模进行变薄拉深,可以获得很大的变形程度。图1-3-61所示模具即可在压床一次行程中完成一次普通拉深( ...... (共543字) [阅读本文]>>
 上一篇
上一篇
.jpg)
50.jpg)
.jpg)
61.jpg)
