4.3.1 胀形(扩径)工序
分类:模具实用技术设计610字
胀形是依靠材料的拉伸,将直径较小的空心零件或管毛坯,在半径方向上向外扩张的方法。一般要用可分式凹模,其凸模有下列形式:
1)橡皮(或聚氨酯塑料)凸模(图1-4-14)。
2)分块式凸模,由楔状心块将其分开(图1-4-15)。
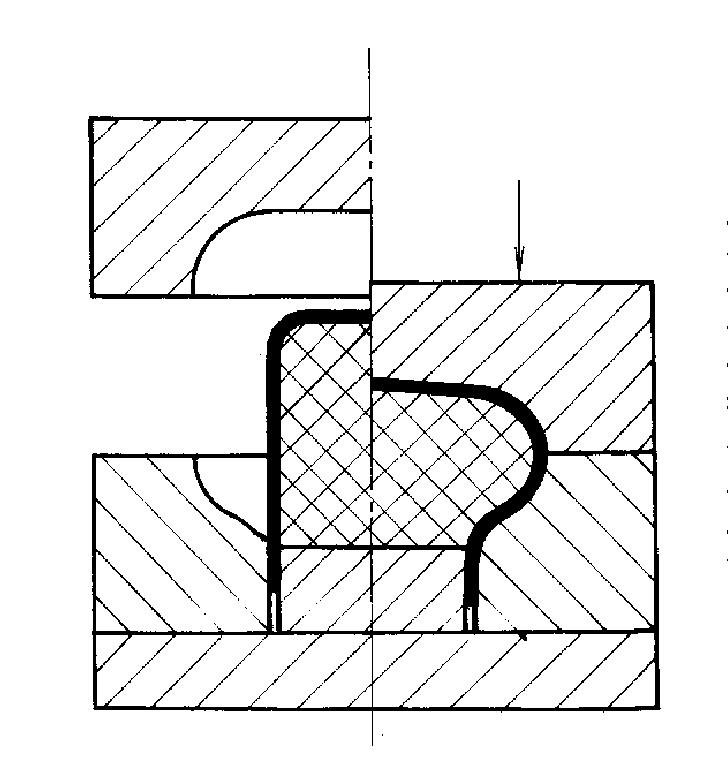
图1-4-14 用橡皮凸模的胀形模
图1-4-15 用分块式凸模的胀形模
3)用液体作为凸模(图1-4-16)。这种方法有的可以直接将液体倒入毛坯内,但此法操作不便且生产率低;有的可用装在凸模上的充满液体的橡皮囊。
由于聚氨酯塑料优良的物理机械性能,用它作为工作介质的胀形得到愈来愈广泛的应用。图1-4-17即为用聚氨酯塑料作自行车中接头成形的例子。
此零件过去为用板料经热冲压或用精密铸 ...... (共610字) [阅读本文]>>
 上一篇
上一篇
.jpg)
50.jpg)
.jpg)
61.jpg)
