一、在长圆管中的流动
分类:塑料挤出制品生产工艺2841字
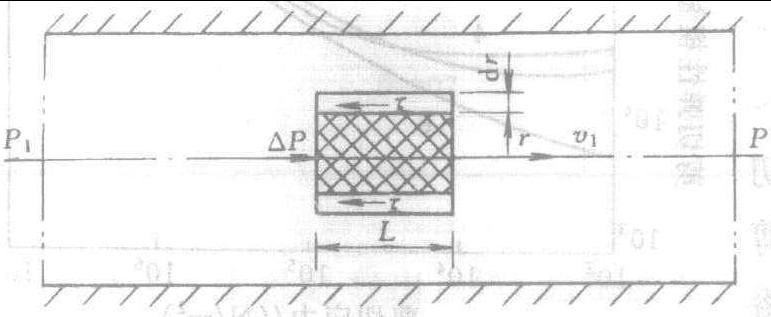
具有均匀圆形截面且沿管轴方向半径保持恒定的简单圆形管道,是很多成型设备中最常采用的流道形式。在简单圆管中的液体在压力作用下通常只产生一维剪切流动。如图1-19所示,半径为R长度为L的圆形导管水平放置时,取一半径为r、长度为dL的液体微圆柱体,简称微液柱。在这微液柱上受到F1、F2和F3三个力的作用。F1是推动微液柱由A向B端移动的动力,F2是和F1方向相反作用于微液柱另一端的阻力 (它来自于液体的粘滞性),F3是微液柱外侧表面上由于剪切作用而产生的阻力。显然,液体中妨碍液体流动的阻力是沿管轴ZA—ZB方向而增加的,所以.克服这种流动阻力后,推动液体的压力也沿ZA—ZB方向由p1 ...... (共2841字) [阅读本文]>>
 上一篇
上一篇