二、在狭缝形导管内的流动
分类:塑料挤出制品生产工艺816字
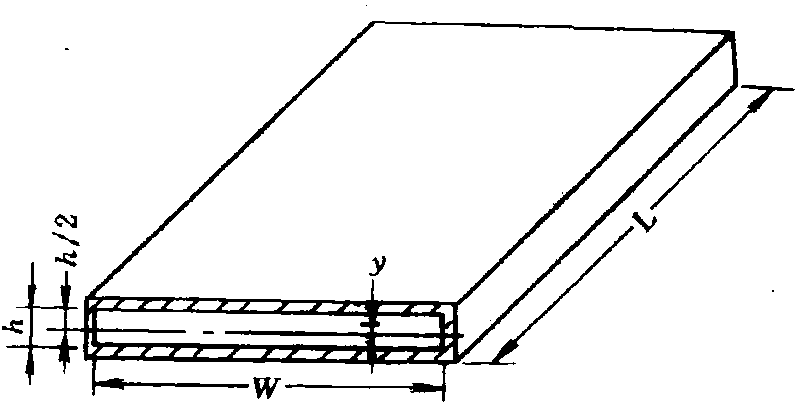
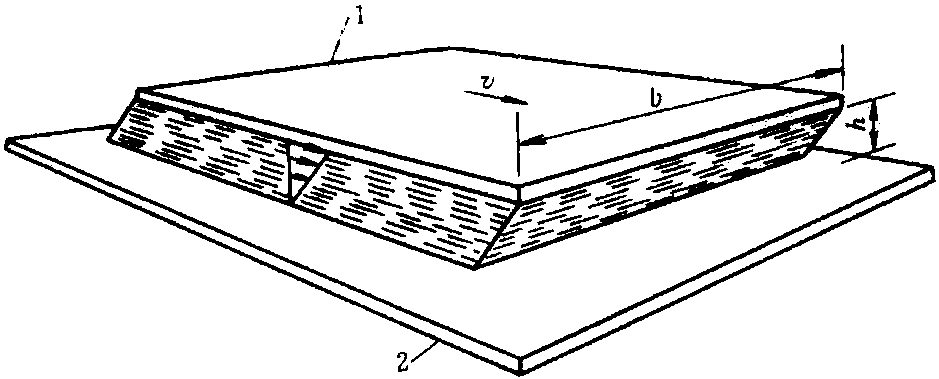
用挤出法生产塑料板材时的口模就属于狭缝形导管。推导过程采用的符号的意义见图1-23。设狭缝宽度W大于其厚度h的20倍时,则狭缝导管两侧壁对流速的减缓作用略而不计。又设在上下两管处的流速为零,这样就有:
—dv/dy=kτm (1-48)
式中y代表狭缝形截面上任意一点离中心线的垂直距离。于是,离中心线y处而与中心层平行的流层所受的剪切应力即为:图1-23 狭缝形导管中采用符号的几何意义
τ=(Δp/L)·y(1-49)
将式 (1-48)代入式 (1-49),进行积分可得:vy=k(Δp/L)m[1/(m+1)][(h/2)m+1—ym+1](1-50)
因为: 故有Q=2k·W(Δp/L)mhm+2/[2m+2(m+2)](1-51)
同样,为了要利用流动曲线来解决式 (1-50)和式 (1-51) 中常数k,则必须知道在这种情 ...... (共816字) [阅读本文]>>
 上一篇
上一篇