二、不稳定流动和熔体破裂
分类:塑料挤出制品生产工艺2491字
挤出成型塑料材料时,常常会见到这种现象:在低剪切速率或低剪切应力范围时,挤出的液流具有光滑的表面和均匀的形状; 但当剪切速率或剪切应力增加到某一数值时,挤出的液流表面变得粗糙,失去光泽,粗细不均和出现扭曲等,严重时会得到波浪形,竹节形或周期性螺旋形的挤出物,在极端严重的情况下,甚至会得到断裂的、形状不规则的碎片等,见图1-29。
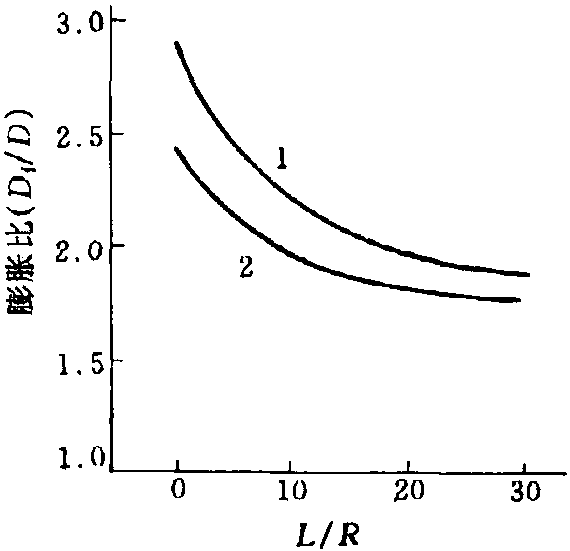
图1-28 PE(MFR=2.0)流过圆形管道时,L/D与膨胀比的关系1—为200s-1 2—为500s-1
这种挤出物表面出现凹凸不平或外形发生畸变以至支离或断裂的总称叫做熔体破裂。其起因由于挤出时所用的剪切应力过高,以致熔体各点所表现的弹性应变不一致,从 ...... (共2491字) [阅读本文]>>
 上一篇
上一篇