5.14 塑料壳体二次顶出注塑模具
分类:实用注塑模设计609字
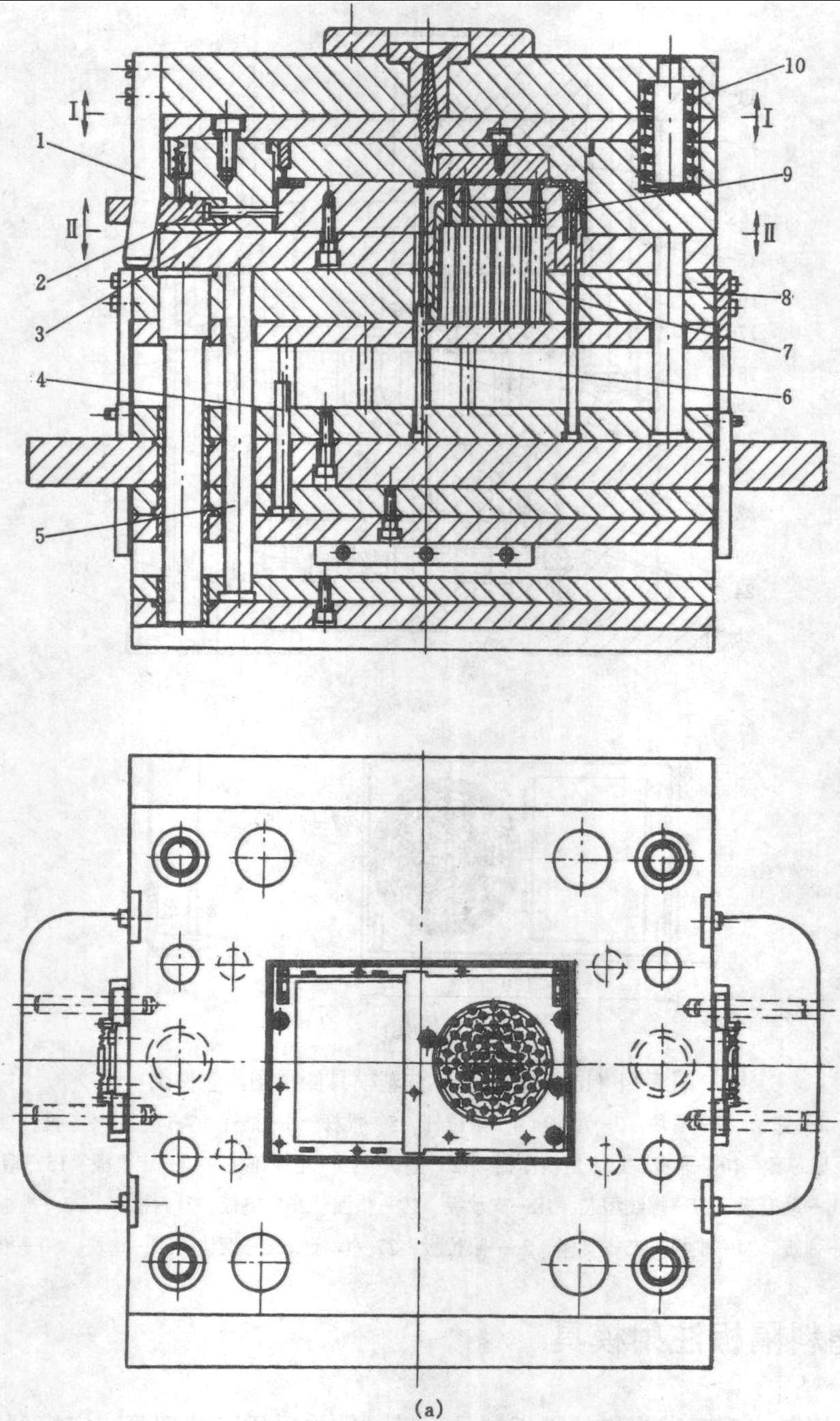
此模具为二次顶出机构的注塑模具。
开模时,在弹簧10作用下,模具首先沿Ⅰ—Ⅰ面分型,以确保弯销1带动滑块2完成型芯3抽芯,并给去除浇口留出空间。当垫圈19起限位作用后,模具沿Ⅱ-Ⅱ面分型,制品包紧型芯15被带往动模一侧。
顶出过程是,先由机床液压顶出缸推动推板30,从而使推杆5推动动模板16移动,即以推板方式托住制品使其脱离型芯7,避免制品变形,此时限位板26已限位。继而再由机床的机械顶杆推动推板22移动,并在摆钩28作用下,推板24同步前移,从而使推杆6、8和21分别推动制品和螺纹型芯17脱离型芯15; 继续顶出,则在楔板27作用下,使摆钩28脱钩,此时在弹簧23及限位杆4的作用下 ...... (共609字) [阅读本文]>>
 上一篇
上一篇