第一节 A类宏程序
分类:数控车削编程5153字
【工作任务】
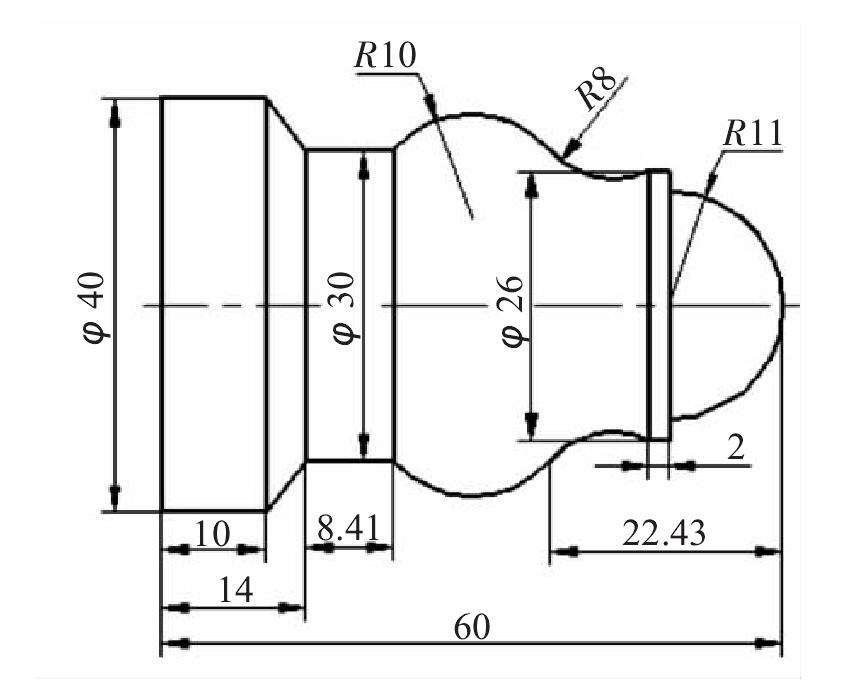
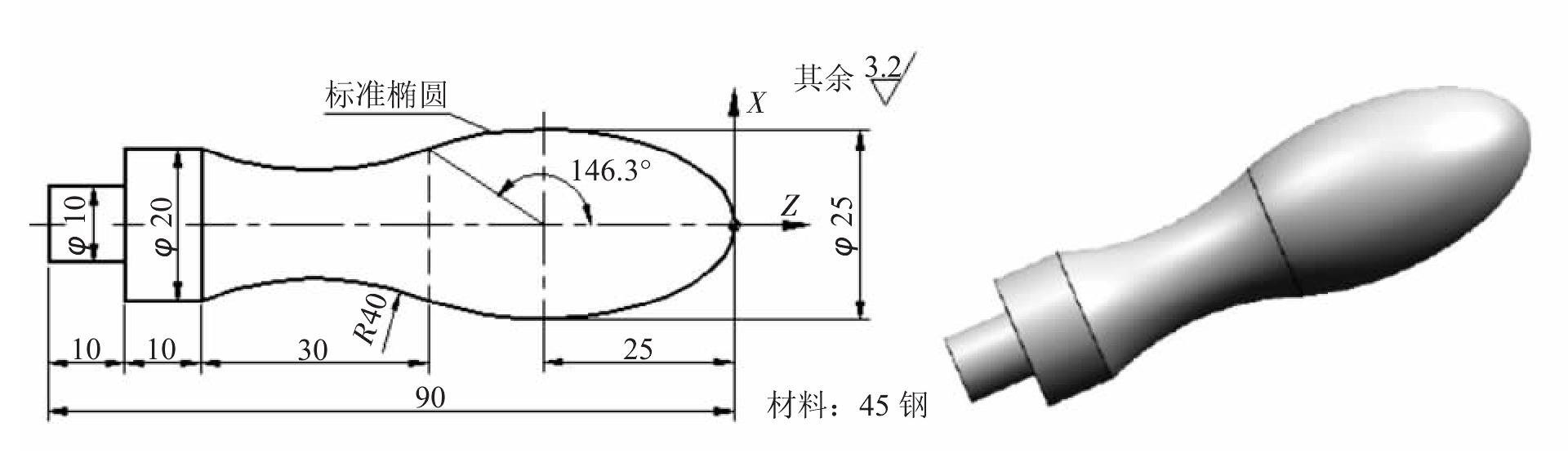
制订如图5-1所示车床手柄的加工工艺方案,编制轮廓精加工程序。
图5-1 车床手柄
【相关理论】
用户宏程序是FANUC数控系统及类似产品中的特殊编程功能。用户宏程序的实质与子程序相似,它也是把一组实现某种功能的指令,以子程序的形式预先存储在系统存储器中,通过宏程序调用指令执行这一功能。在主程序中,只要编入相应的调用指令就能实现这些功能。
一组以子程序的形式存储并带有变量的程序称为用户宏程序,简称宏程序;调用宏程序的指令称为“用户宏程序指令”,或宏程序调用指令(简称宏指令)。
宏程序与普通程序相比较,普通程序的程序字为常量,一个程序只能描述 ...... (共5153字) [阅读本文]>>
 上一篇
上一篇