第二节B类宏程序
分类:数控车削编程4577字
【工作任务】
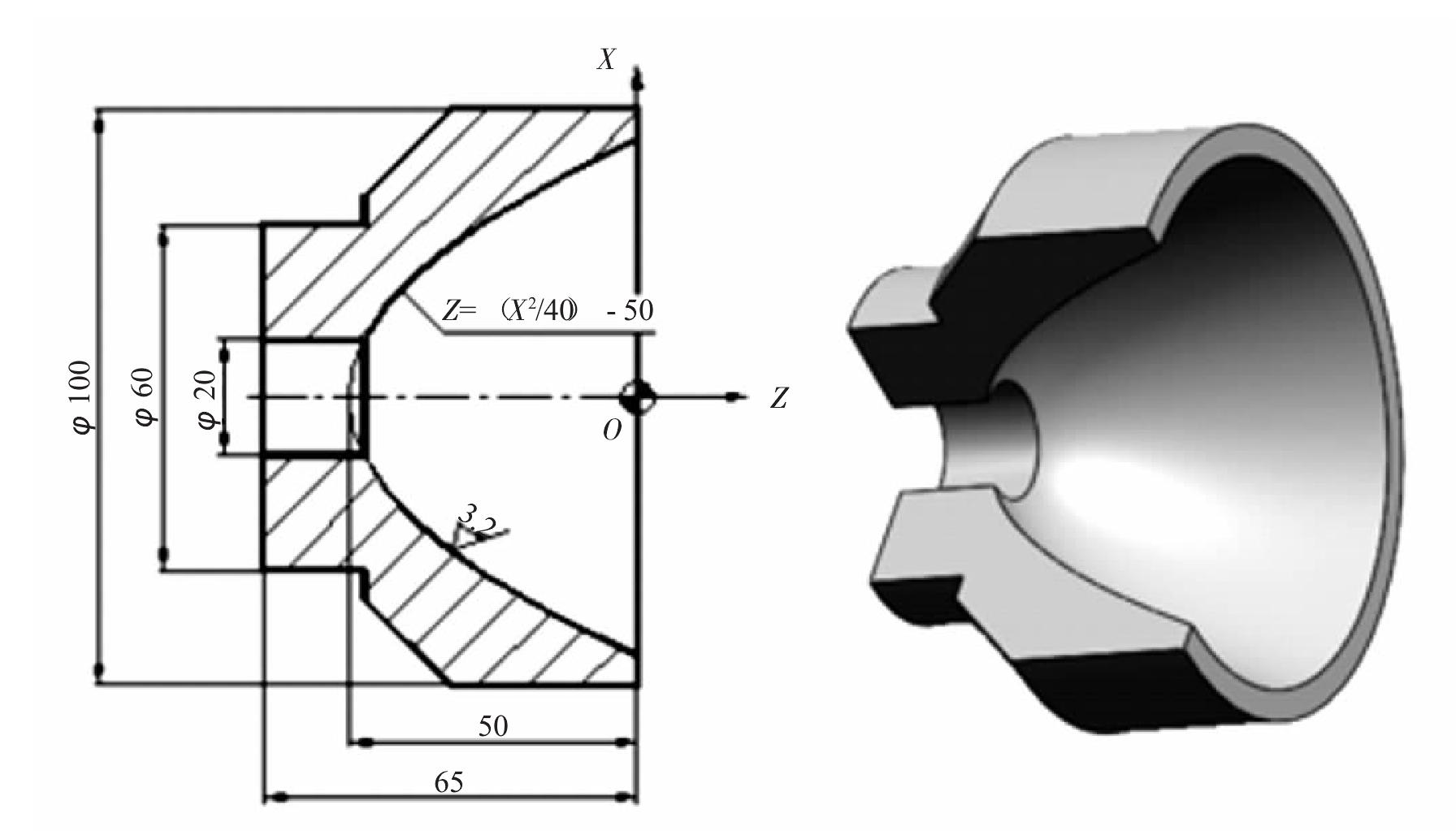
制订如图5-3所示灯罩模具的加工工艺方案,编制灯罩模具内曲面的粗、精加工程序,材料为40Cr,外轮廓即φ20mm的孔已加工。
【相关理论】
一、B类宏程序
在FANUC 0MD等老型号的系统面板上没有“+”、“-”、“*”、“/”、“=”、“[]”等符号。故不能进行这些符号输入,也不能用这些符号进行赋值及数学运算。所以,在这类系统中只能按A类宏程序进行编程。而在FANUC 0i及其后(如FANUC 18i等)的系统中,则可以输入这些符号并运用这些符号进行赋值及数学运算,即按B类宏程序进行编程。
图5-3 灯罩模具
1.变量
B类宏程序的变量与A类宏程序的变量基本相似,主要区别有以下几个方面。
(1) ...... (共4577字) [阅读本文]>>
 上一篇
上一篇