1.5.2 凸模设计
分类:模具实用技术设计2044字
1.5.2.1 凸模型式
1)圆形凸模
圆形凸模的结构,有以下几种型式:
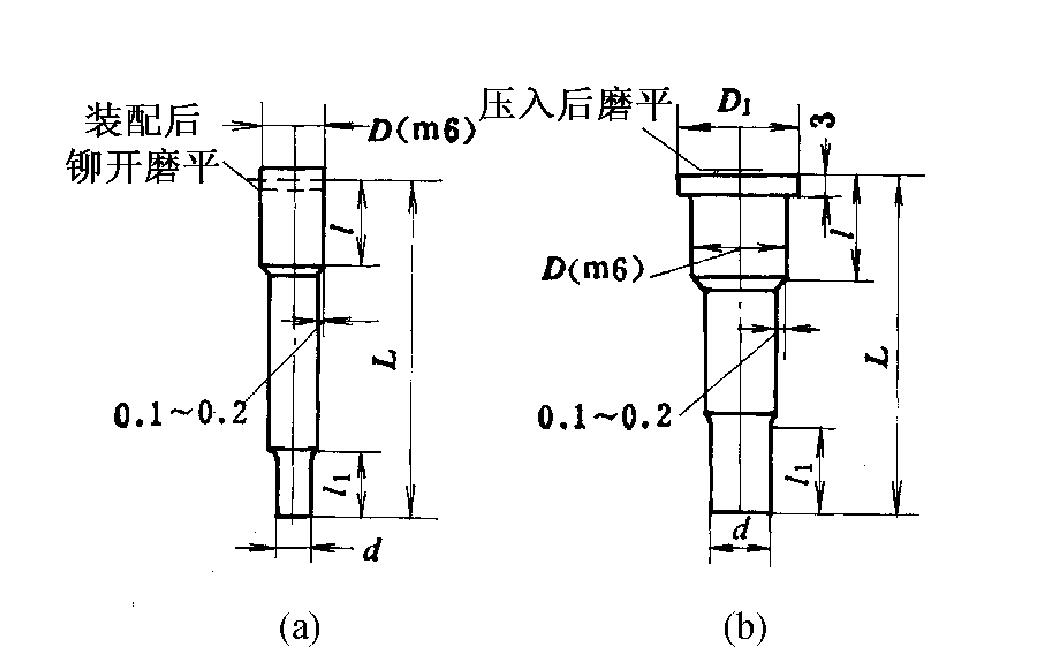
①冲小圆孔凸模:为了增加凸模的强度与刚度,凸模非工作部分直径应做成逐渐增大的多级型式(图1-1-25)。
图1-1-25a所示适用于d=1~8mm,图1-1-25b所示适用于d=1~15mm。
②冲中型圆孔的凸模:如图1-1-26所示,适用于d=8~30mm。
以上3种凸模都有标准尺寸,设计时可供参考。
图1-1-25 标准圆凸模(之一)
图1-1-26 标准圆凸模(之二)
图1-1-27 圆凸模
图1-1-28 镶块式凸模
③冲大圆孔或落料用的凸模,如图1-1-27所示,一般用窝座定位,然后用3~4个螺钉紧固,为减少磨削加工面积,凸模中间部分外圆直径要车小,端面要加工成凹坑型式。如采用图1-1-28所示的 ...... (共2044字) [阅读本文]>>
 上一篇
上一篇
.jpg)
50.jpg)
.jpg)
61.jpg)
