一、焊接电弧的构造
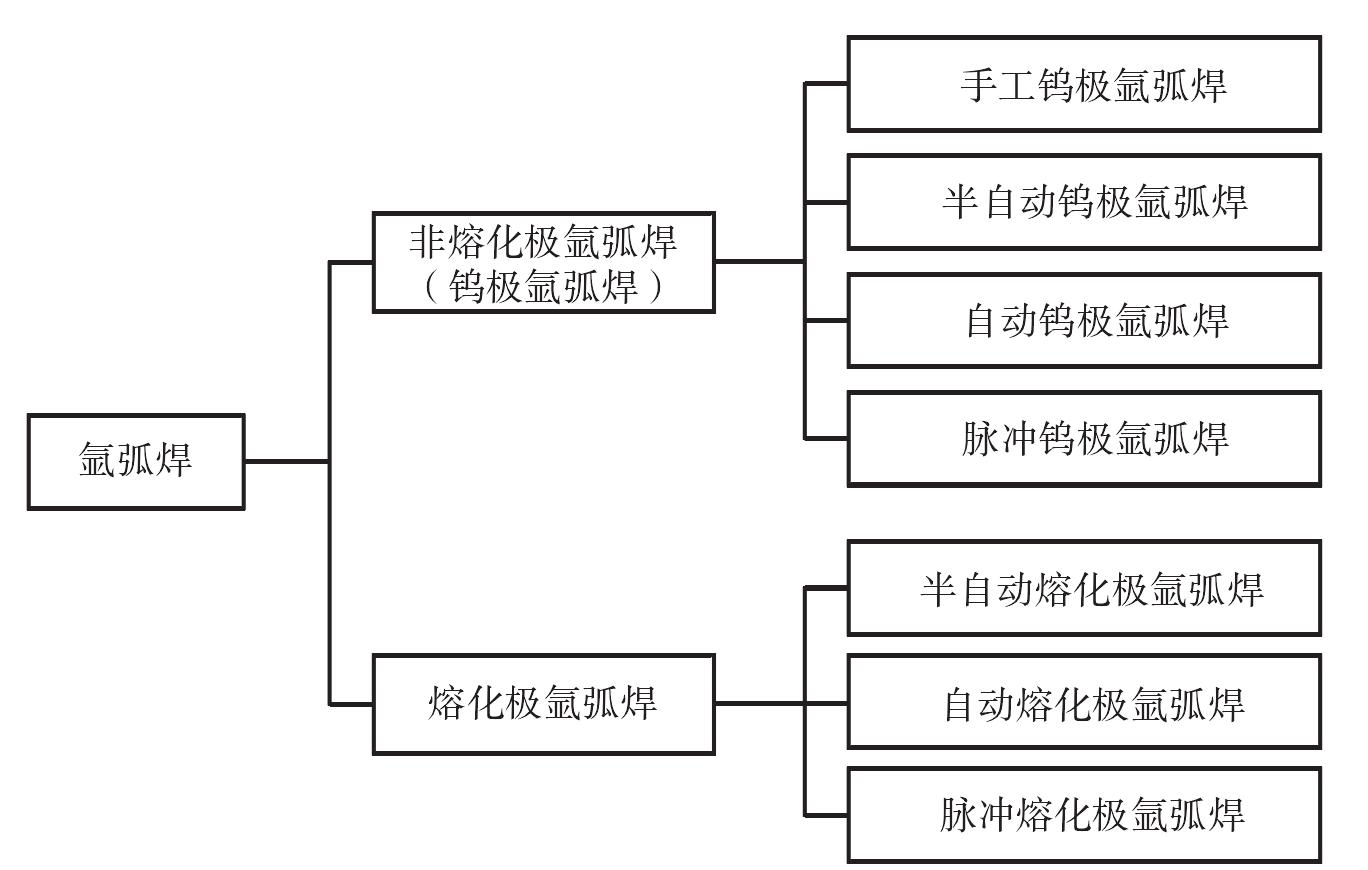
分类:氩弧焊工艺与操作935字
焊接时,在两电极之间通过空气的电离,产生连续持久而强烈的放电过程,空气因电离而变成良好的导体,因而产生电弧。
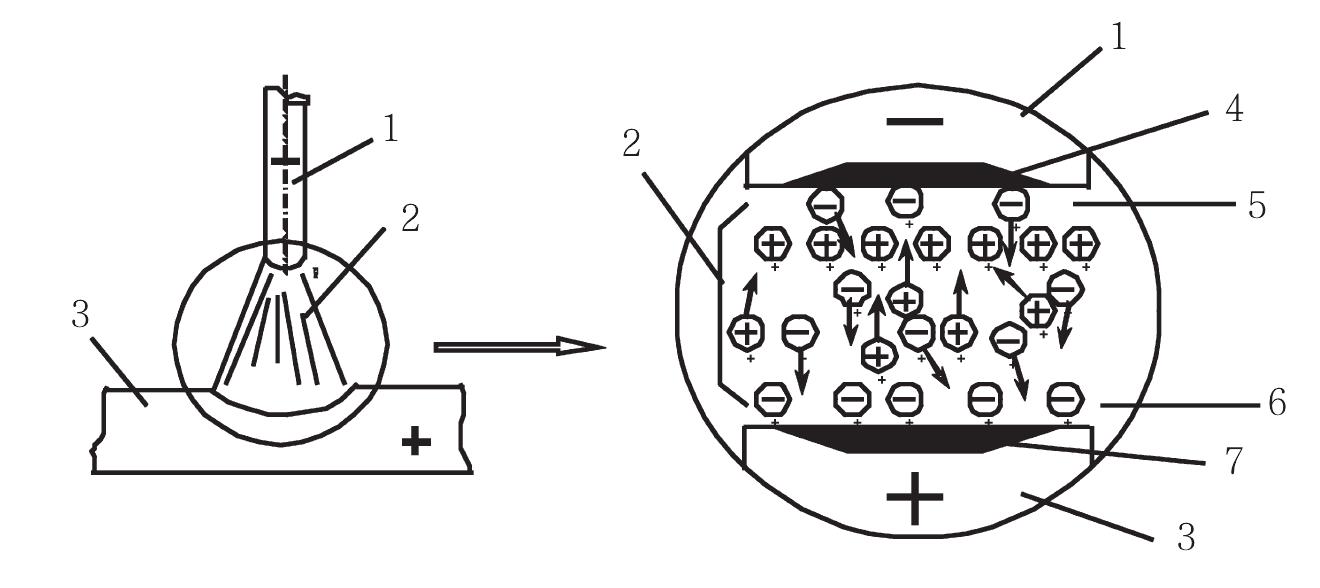
焊接电弧由阴极区、阳极区、弧柱三个部分组成,如图1-3所示。
图1-3 焊接电弧的构造
1—电极;2—弧柱;3—焊件;4—阴极辉点;5—阴极区;
6—阳极区;7—阳极辉点
(1)阴极区。在阴极区的阴极表面有一个明亮的斑点,称为阴极辉点。电子就是从阴极辉点发射出来的。这个区的尺寸很小,它的厚度只有万分之一毫米左右。从阴极辉点发射出来的电子,受到阳极吸引,很快离开阴极向阳极移动。电弧中被电离的阳离子也受到阴极的吸引向阴极移动。但阳离子的质量比电子大,活 ...... (共935字) [阅读本文]>>
 上一篇
上一篇