二、电极材料
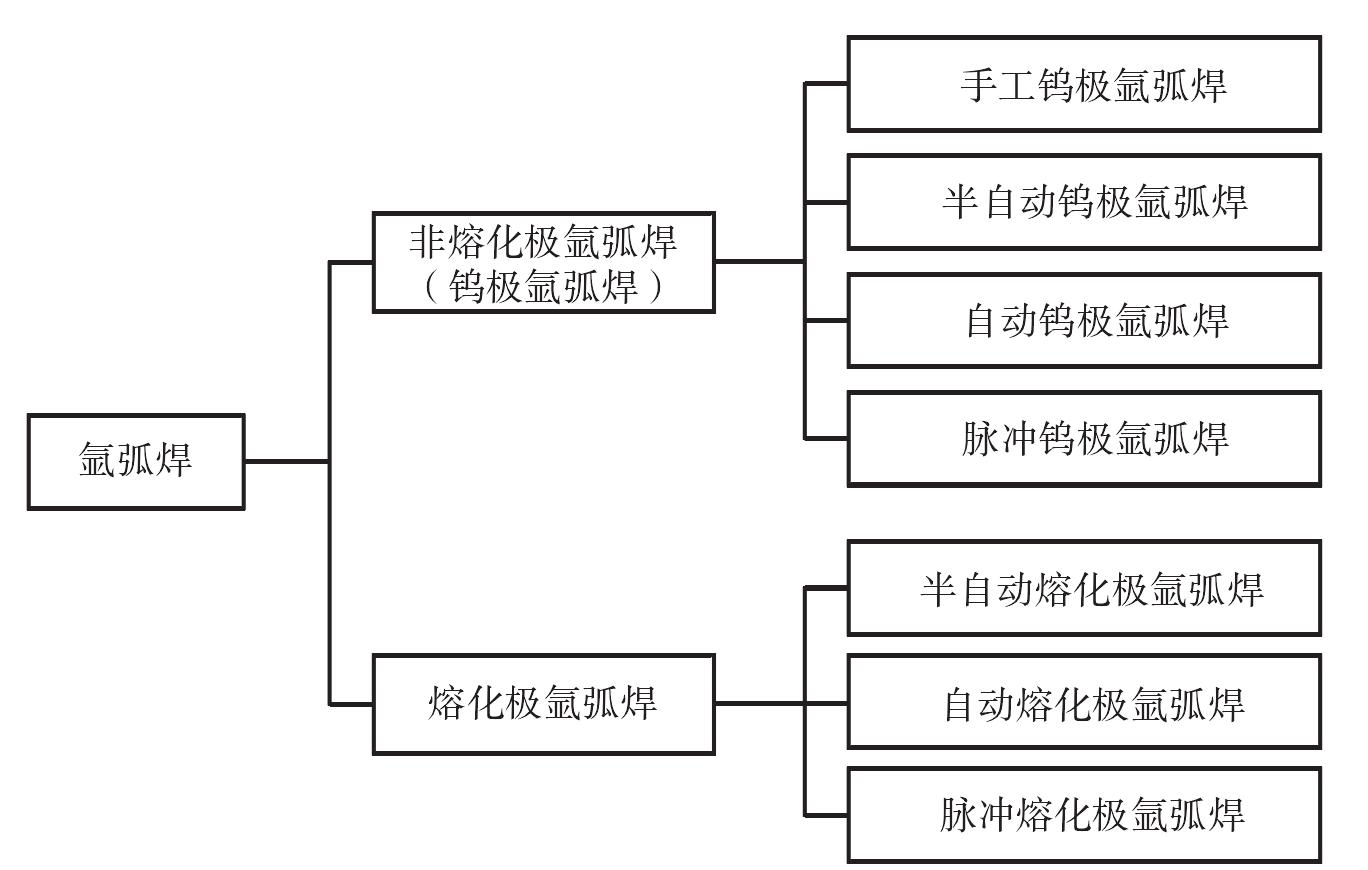
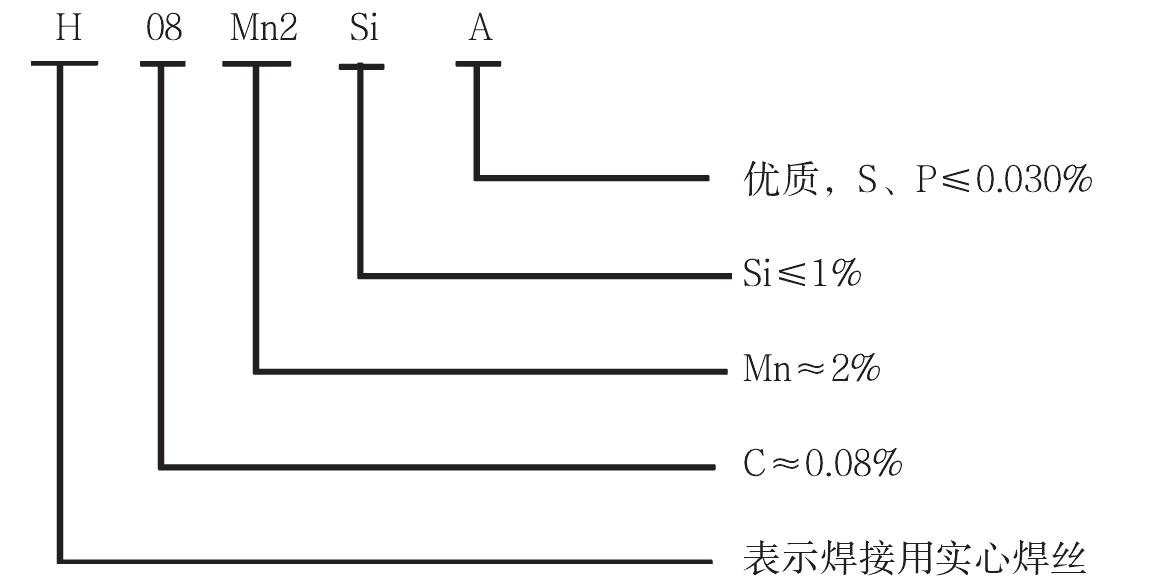
分类:氩弧焊工艺与操作370字
钨极氩弧焊所用的电极材料主要有纯钨、钍钨和铈钨三种。纯钨高温挥发性较小,是使用最早的电极材料。但是,纯钨棒发射电子的电压较高,要求焊机具有较高的空载电压外,纯钨极在大电流或长时间的工作过程中极易烧损,因此,现已很少使用。
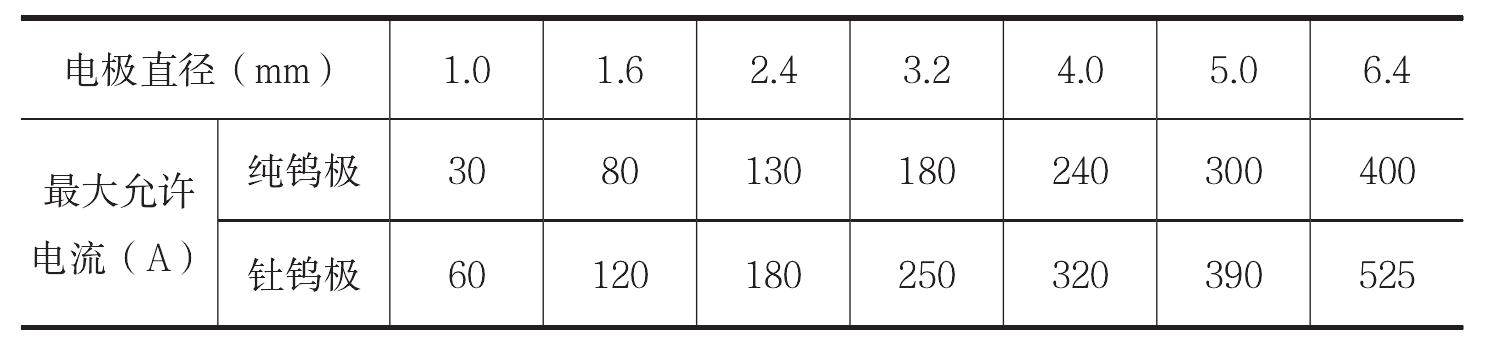
在纯钨中加入1%~2%的氧化钍,用它制成的钍钨极,具有较高的热电子发射能力和耐熔性。尤其采用交流电时,钍钨极允许电流值比同直径的纯钨极有所提高,见表1-3。但是,钍钨极的粉尘具有微量的放射性,在磨削电极时,要注意防护。
表1-3 不同电极材料的最大许用电流
为了消除钍钨极的放射性问题,目前采用含氧化铈2%来代替铈钨。通过使用证明,铈 ...... (共370字) [阅读本文]>>
 上一篇
上一篇