一、保护气体
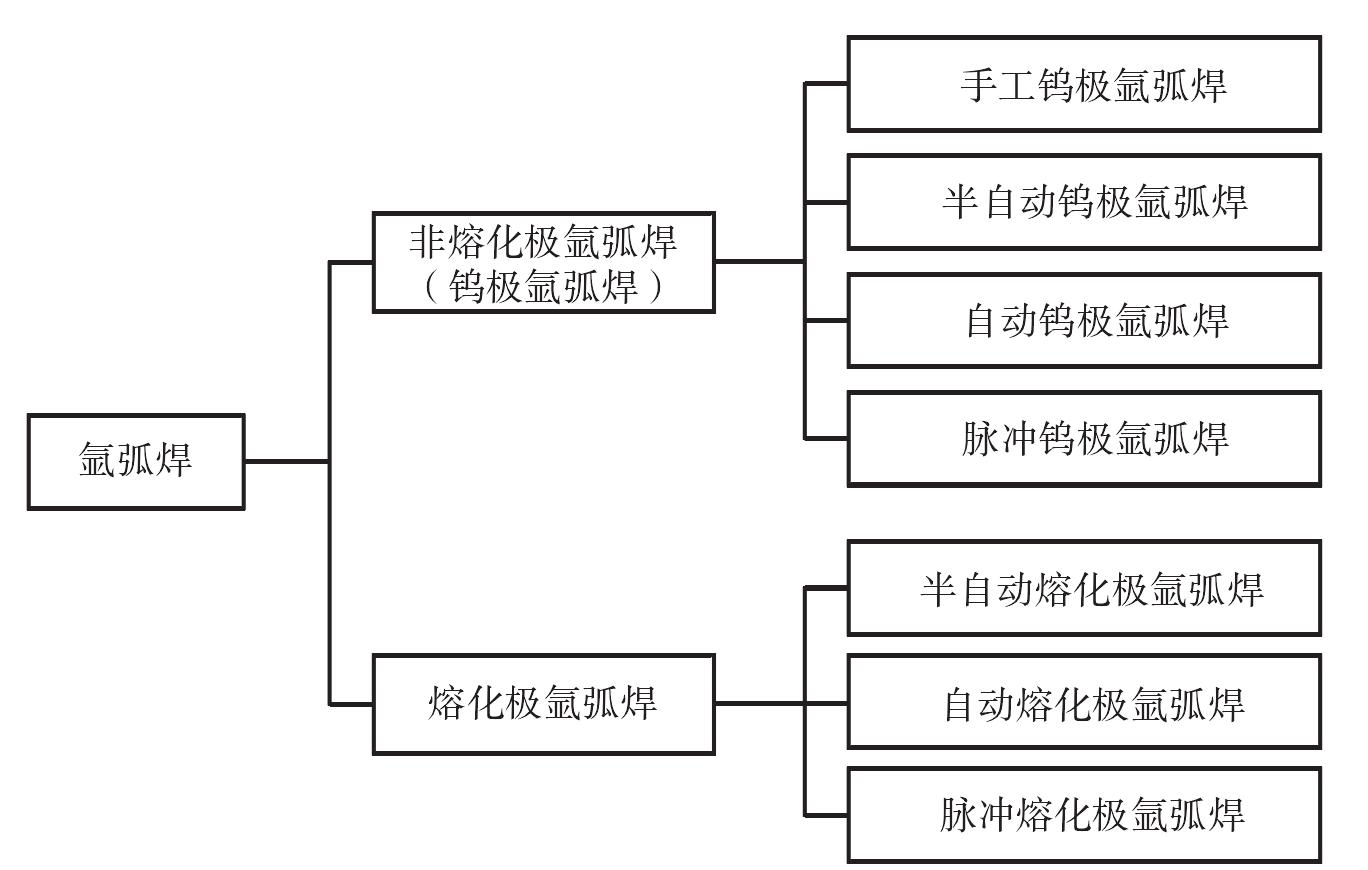
分类:氩弧焊工艺与操作1636字
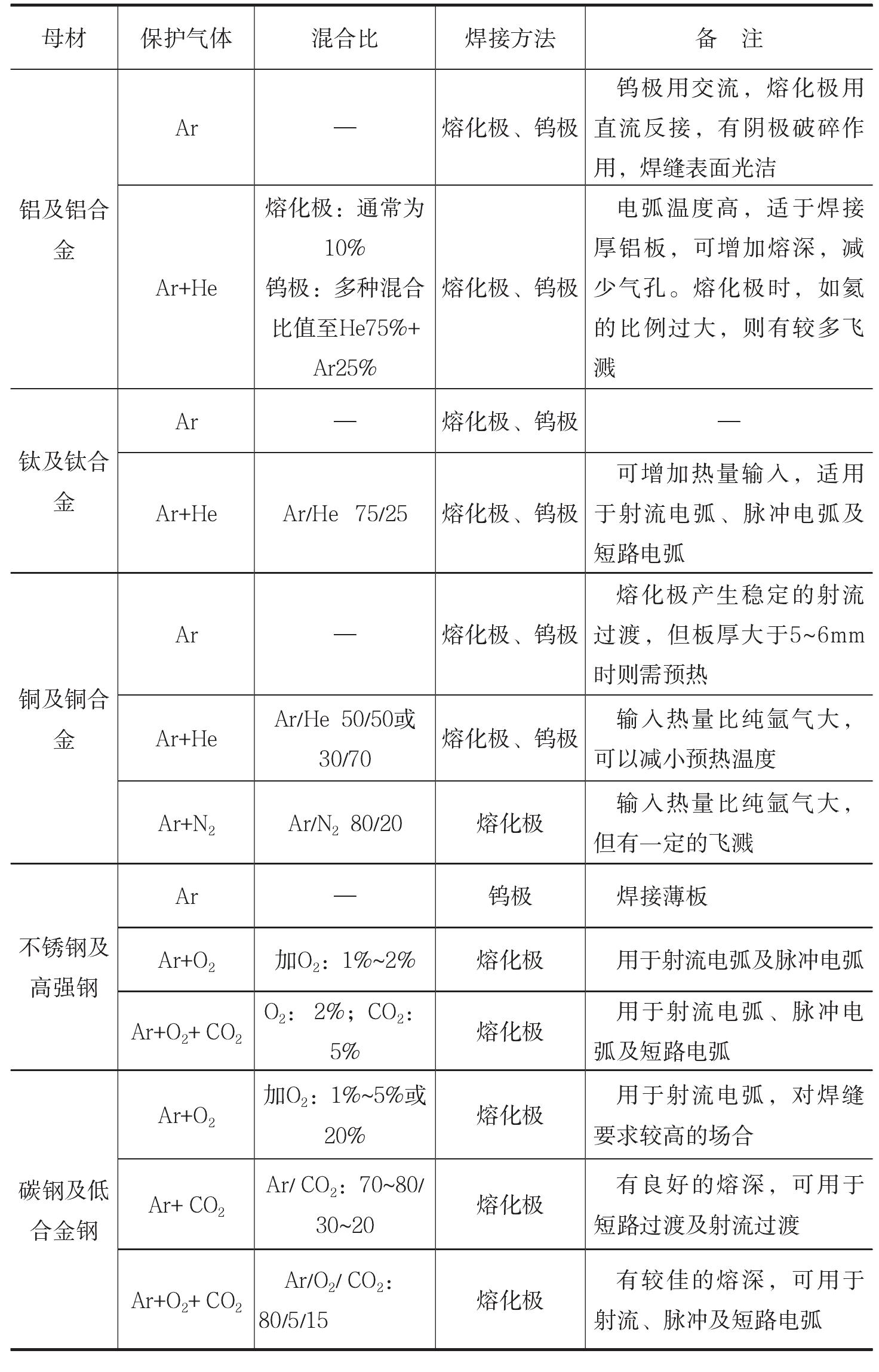
1.氩气
氩气是惰性气体,具有高温下不分解又不与焊缝金属起化学反应的特征。氩弧引燃后,就能比较稳定地燃烧。这是因为氩气是单原子气体,无分子分解成原子的过程,所以电离时能量损失较少。氩气的热容量与热导率较小,故只要较小的热量就可把电弧空间加热到高温,且电弧的热量不易散失,这有利于气体的热电离,致使电弧燃烧稳定。
氩气在空气中含量极少,按体积分数计算,仅占0.93%,按质量分数计算,仅占1.3%。它比空气重,沸点为-185.7℃。氩气是在液态空气分馏制氧时获得的。但由于氩气的沸点介于氧气和氮气的沸点之间(氧的沸点是-183℃,氮的沸点是-195.8℃),沸点温度差值小, ...... (共1636字) [阅读本文]>>
 上一篇
上一篇