二、焊接电弧的静特性
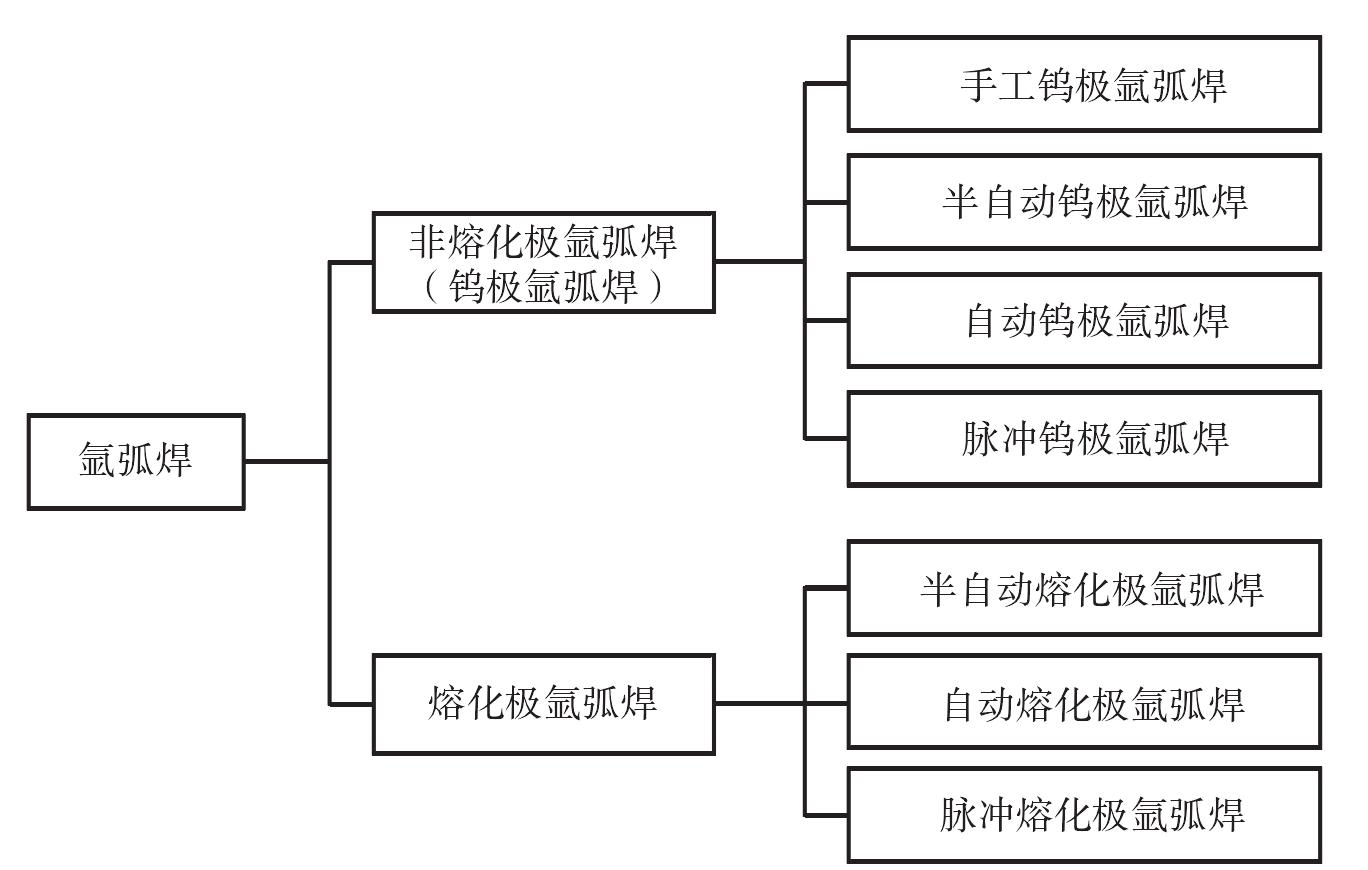
分类:氩弧焊工艺与操作1050字
1.电弧的静特性的意义
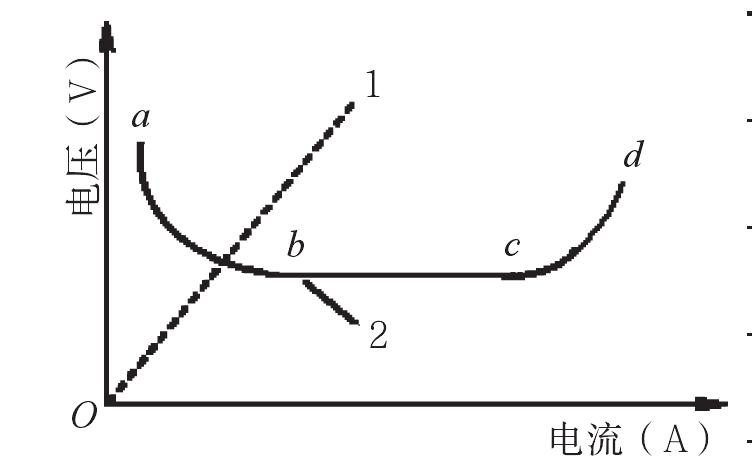
在电弧长度一定时,电弧燃烧电压与焊接电流之间的关系称为电弧静特性。表示它们关系的曲线称为电弧的静特性曲线。
焊接电弧是焊接回路中的负载,它起着把电能转变为热能的作用,在这一点上,它与普通的电阻有相似之处。但是,它与普通的电阻相比又有明显的特点。
普通电阻通过电流时,电阻两端的电压降与通过的电流值成正比。根据欧姆定律,其比值基本是不变的,称为电阻静特性,如图1-4中的虚线1所示。而焊接电弧在燃烧时,电弧两端的电压降与通过电弧的电流值不成正比关系,其比值是随着电流值的不同而变化的,如图1-4中的曲线2所示。
(1)ab段是在电流很小 ...... (共1050字) [阅读本文]>>
 上一篇
上一篇