
第一节 挤出成型概述
挤出成型是这样一种成型方法:在挤出成型机中,塑料被加热、加压,通过确定形状的口模,然后,塑料直接固化,产生固定横截面且具有一定长度制品的连续成型方法。从牙膏管中挤压牙膏是一个熟悉的例子。塑料挤出时,热塑...查看详细>>
1232字2图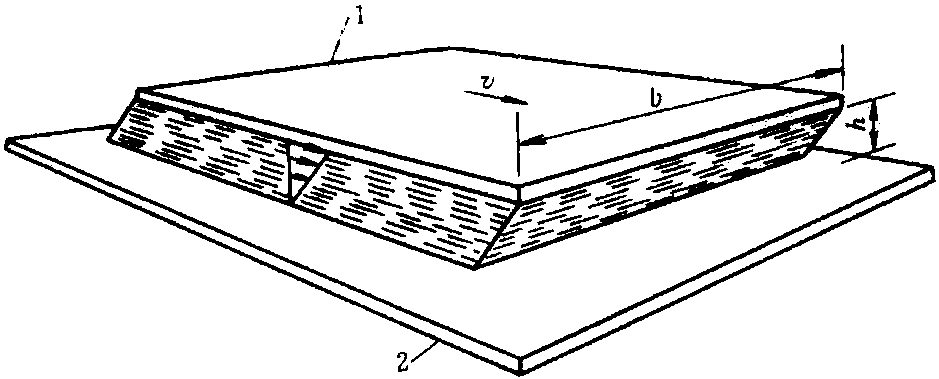
一、剪切流动与剪切粘度
塑料材料在成型加工过程中,除极少数几种工艺而外,其它工艺均要求塑料材料处于粘流态。因为在此状态下的塑料材料不仅易变形,而且易流动。然而,某些塑料制品在成型过程中并不一定要使塑料材料处于粘流态即熔体,也可...查看详细>>
6258字26图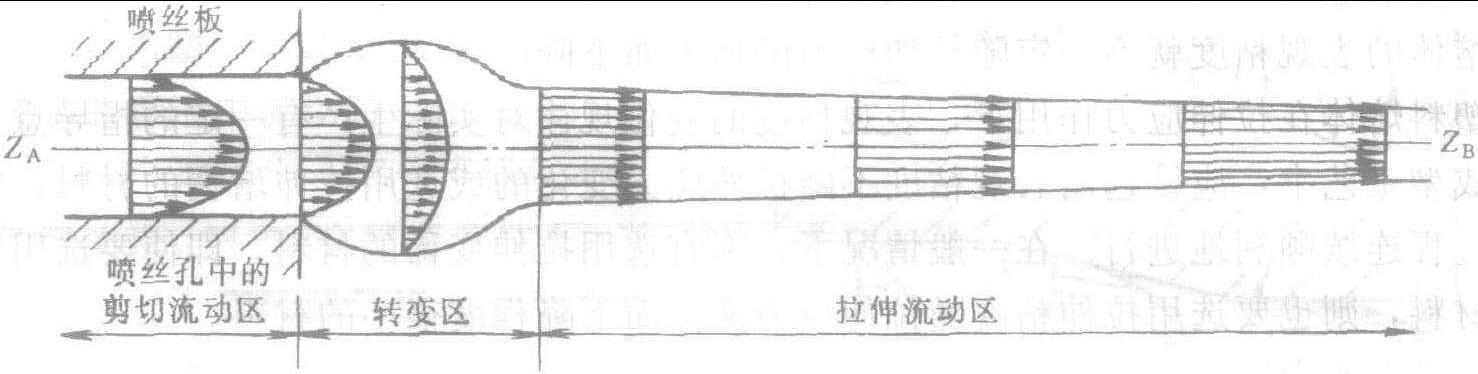
二、拉伸流动与拉伸粘度
如果引起塑料熔体流动不是剪切应力而是拉伸应力时,则这种流动称为拉伸流动。在聚合物纺丝过程中,液体离开喷丝板形成原生纤维的过程就是拉伸流动的过程,如图1-10。图1-10纺丝过程中的拉伸流动和剪切流动位(...查看详细>>
1361字9图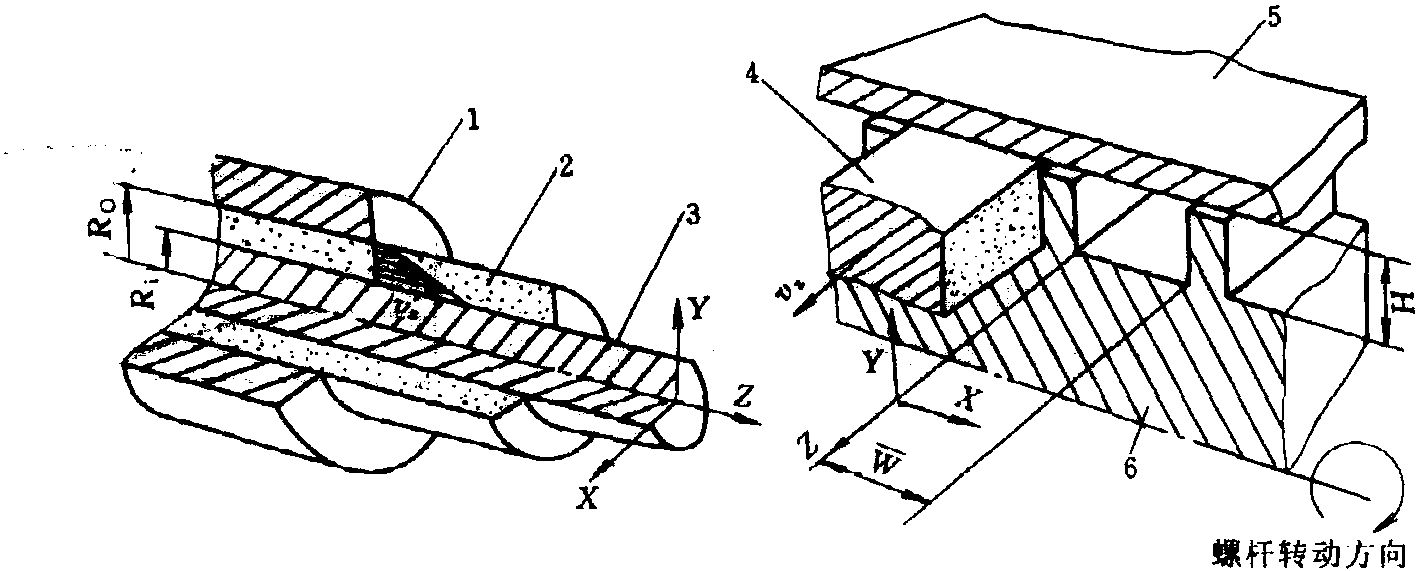
三、其它流动形式
塑料材料的液体在流动的同时经常受到剪切作用和拉伸作用,即剪切流动和拉伸流动组成的复合流动。然而,这都属于无时间依赖性系统。现以两类流动形式说明如下。1.拖曳流动塑料液体的流变行为除受压力因素的影响外,还...查看详细>>
644字2图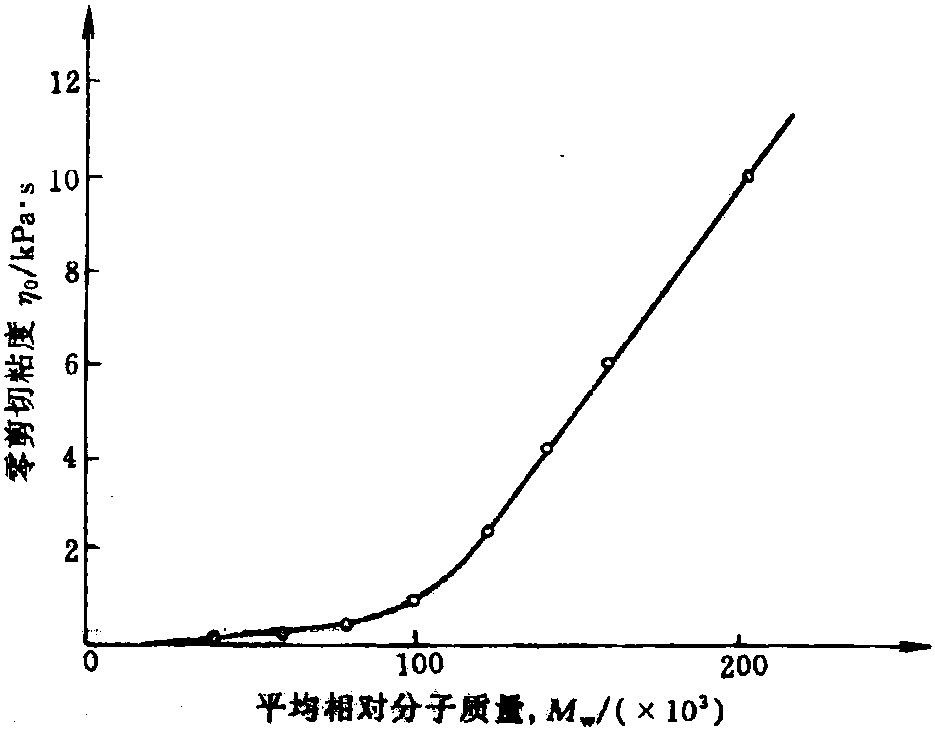
一、塑料熔体的粘度
塑料熔体粘度的影响因素较多,大体上可以分为两类,一类是内在因素,即塑料材料结构本身方面的因素,如相对分子质量、相对分子质量分布、分子链的柔性和聚集状态,低分子添加剂以及分子链缠结等方面;另一类因素是外界...查看详细>>
3370字3图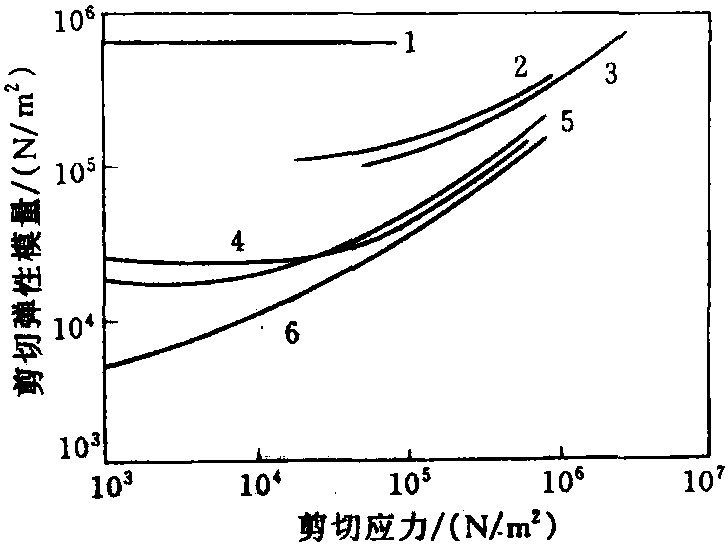
二、塑料熔体的弹性
弹性是指除去导致变形的负荷,材料迅速回复其原尺寸的能力,而弹性变形是指全部变形中,在除去应力后能迅速回复的那部分变形;弹性模量则指在比例极限内,材料所受应力(如拉伸、压缩、弯曲、剪切等)与材料产生相应应...查看详细>>
619字1图第四节 塑料熔体在简单截面导管中的流动
在塑料材料成型加工中,经常会遇到塑料熔体在各种几何形状导管中的流动问题。在挤出成型中熔体被螺杆挤进各种成型口模内。搞清熔体在流动过程中流量与压力降的关系、剪切应力与剪切速率的关系、流速分布等问题,对于控...查看详细>>
223字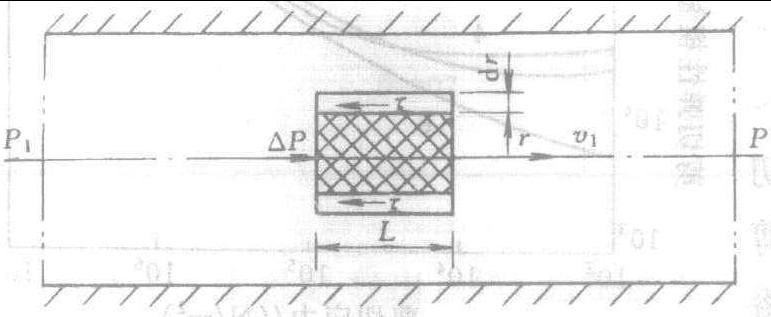
一、在长圆管中的流动
具有均匀圆形截面且沿管轴方向半径保持恒定的简单圆形管道,是很多成型设备中最常采用的流道形式。在简单圆管中的液体在压力作用下通常只产生一维剪切流动。如图1-19所示,半径为R长度为L的圆形导管水平放置时,...查看详细>>
2841字28图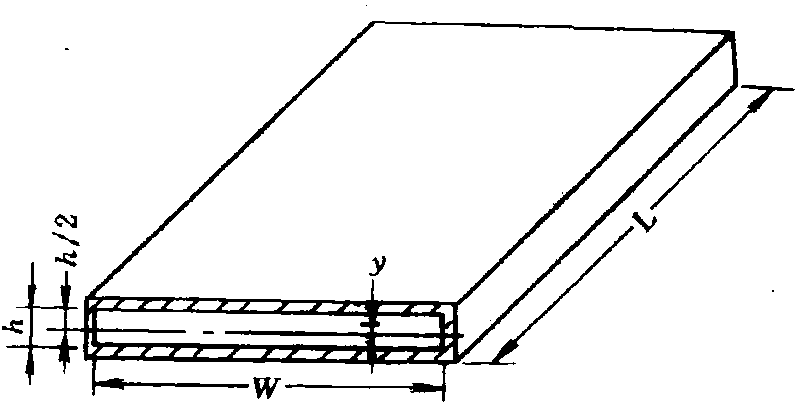
二、在狭缝形导管内的流动
用挤出法生产塑料板材时的口模就属于狭缝形导管。推导过程采用的符号的意义见图1-23。设狭缝宽度W大于其厚度h的20倍时,则狭缝导管两侧壁对流速的减缓作用略而不计。又设在上下两管处的流速为零,这样就有:—...查看详细>>
816字3图第五节 塑料熔体在管道中的流动缺陷
塑料熔体在导管内流动时,常因种种原因使流动出现不正常的现象或缺陷,则常会使制品的外观质量受到影响,例如表面出现闷光、麻点、波纹以至裂纹等。为此,必须分析出现这些缺陷的原因,以便在挤出成型中得到解决。...查看详细>>
99字