第一节 概述
CO2气体保护电弧焊俗称CO2保护焊,它是熔化极气体保护电弧焊方法的一种,采用CO2气体作为保护介质,焊接时用CO2把电弧即熔池与空气机械地隔离开来,从而避免了有害气体成分的侵入,以获得质量良好的焊缝。...查看详细>>
246字2图一、特点与应用
1.特点CO2气体保护电弧焊具有以下优点:(1)由于是明弧,所以施焊部位的可见度好、便于对中、操作方便,同时便于进行全位置焊接。在用半自动焊时,可焊各种曲线焊缝。(2)电弧在气流的压缩下使热量集中,熔池...查看详细>>
887字
二、冶金特点
1.氧化性问题及合金元素的烧损利用CO2作为保护介质,虽然它能有效地防止空气侵入焊接区域,但由于CO2本身是活泼气体,具有一定的氧化性,所以CO2电弧中仍具有氧化气氛。元素的氧化在CO2保护焊中是通过以...查看详细>>
3444字14图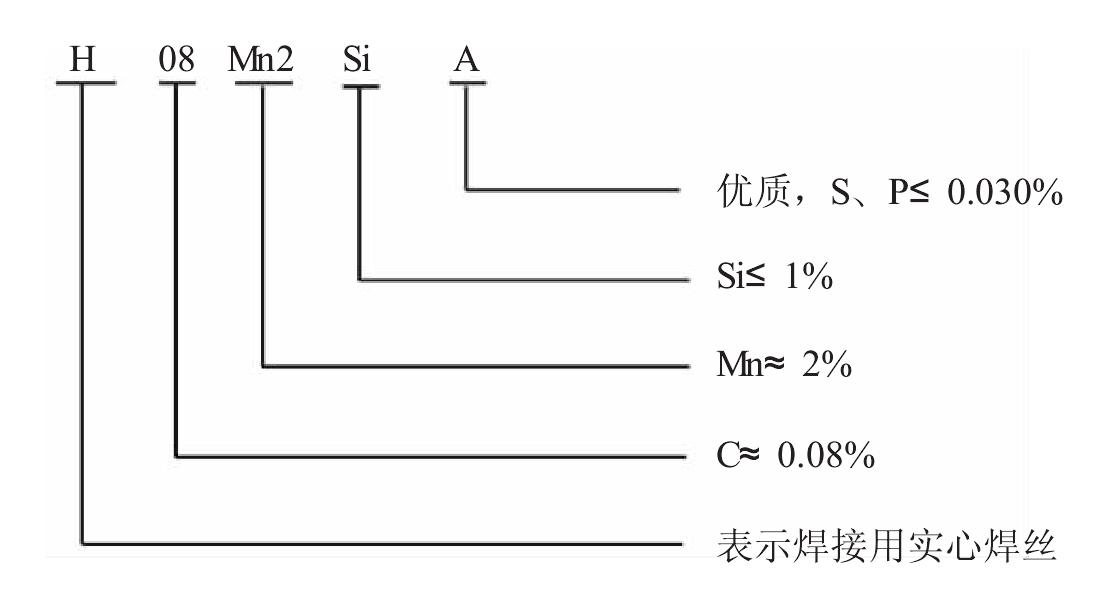
一、焊丝
焊丝是焊接时作为填充金属或同时作为导电用的金属丝,是埋弧焊、气体保护焊、自保护焊、电渣焊等各种焊接工艺方法的焊接材料。焊丝的分类通常有以下几种:按照焊接方法可分为埋弧焊焊丝、CO2焊焊丝、钨极氩弧焊焊丝...查看详细>>
2105字9图
二、保护气体
通常将焊接用的CO2气体压缩成液态储存于容量为40L的钢瓶内。每瓶可装25kg液体CO2。瓶内液面上为水蒸气、空气和CO2气体三者的混合物,瓶内的压力随着外界温度的升高而增大,所以不能用压力表上的读数来...查看详细>>
749字1图第三节 焊接设备
CO2气体保护焊设备由弧焊电源、控制箱、送丝机构、焊枪及供气系统组成。自动CO2气体保护焊设备还配有行走小车或悬臂梁等,而送丝机构及焊枪都安装在小车上或悬臂梁的机头上(参见第二章第四节和第三章)。大电流...查看详细>>
233字1图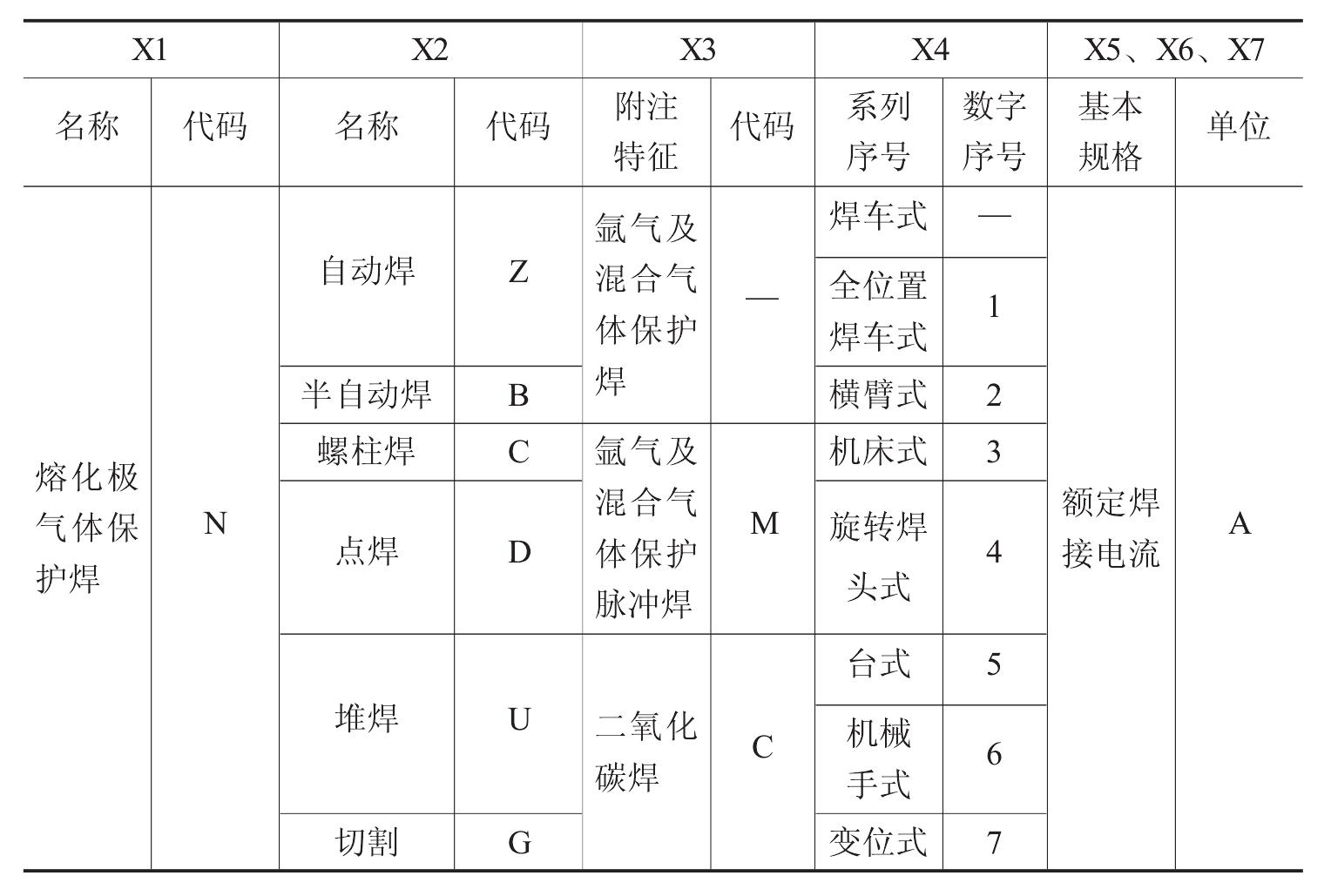
一、焊机
根据GB10249—1988《焊机型号的编制方法》的规定,CO2气体保护焊机的型号表示为:X1X2X3X4—X5X6X7其中,型号中的X5、X6、X7用阿拉伯数字表示,代表额定焊接电流,其他所代表含义参...查看详细>>
1235字14图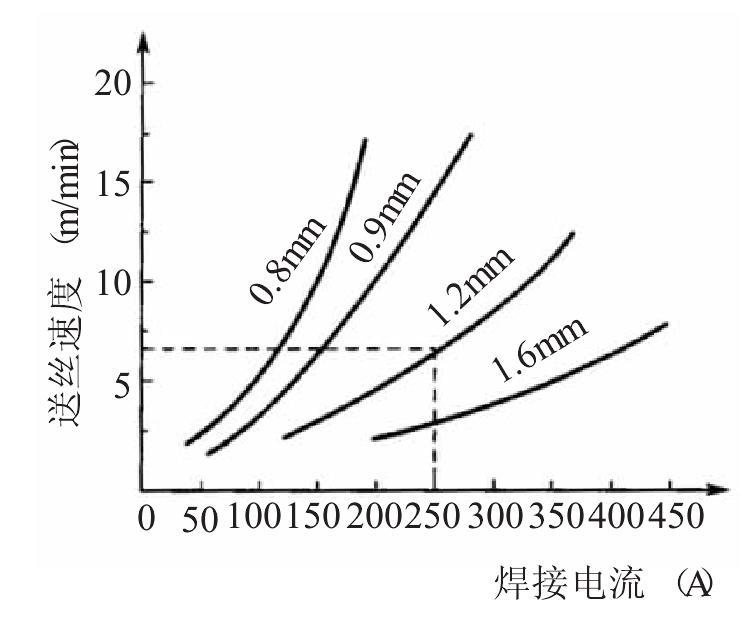
二、控制系统
控制系统是保证连续生产和提高生产率的重要组成部分,该系统要完成下列工作。1.送丝控制焊前要调整好焊丝伸出长度及送丝速度,并在焊接过程中要能保持稳定的送丝速度。对于不同气体中的电弧,焊丝的熔化速度是不一样...查看详细>>
904字4图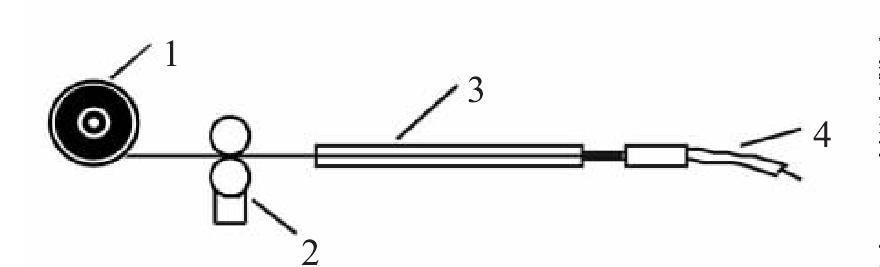
三、焊枪
焊枪的主要作用是向熔池和电弧区输送保护性良好的气流和稳定可靠地向焊丝供电,并将焊丝准确地送入熔池。CO2焊枪根据送丝方式不同,可分为推丝式、拉丝式和推拉式三种,如图1-16所示,根据选用的焊丝直径不同,...查看详细>>
2063字12图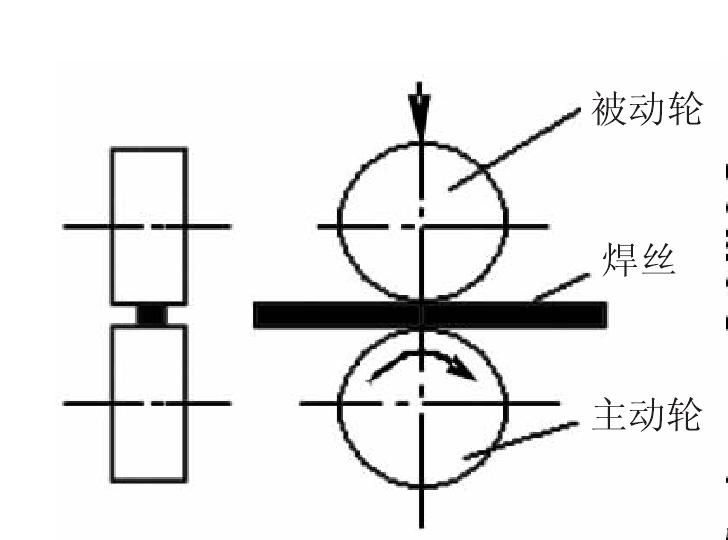
四、送丝机构
四、送丝机构如前所述,送丝方式可分为推丝式、拉丝式和推拉式三种。在CO2焊设备中,送丝机构是焊机的重要组成部分,焊接电流的大小就是通过改变送丝速度来实现的。常用的送丝机构是由送丝电动机、调速器、减速装置...查看详细>>
2472字10图