三、刀片的修理
分类:现代甜菜制糖工艺659字
经过一段时间的使用,切丝刀必然磨损变钝,或出现卷口、缺口,所以要及时修理,主要采用齐刀、磨刀、锉刀三道工序。
1. 齐刀
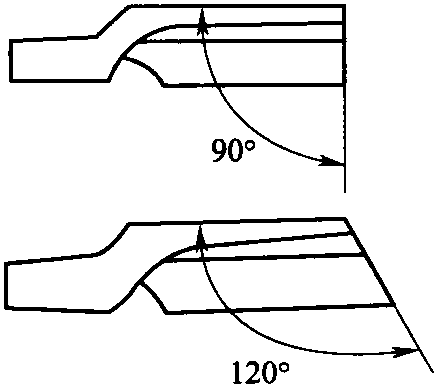
齐刀的目的是磨去切丝时所形成的凹凸缺口,以便进一步磨刀、锉刀。齐刀应在齐刀机上进行,没有齐刀机可用砂轮代替。加工新鲜甜菜时刀口齐呈90°,加工冻化、枯萎或多纤维的甜菜则齐呈90°~120°,如图2-31所示。
2. 磨刀
磨刀是将齐过的切丝刀刀刃磨薄、磨光,先磨立刃的两边,后磨角刃的内面,磨成的刃面长8~15mm,刃口厚约0.5mm,过薄则易卷刃。新刀片也要磨,新刀较厚,磨成的刃面长20~22mm,如图2-32所示。
图2-31 90°及120°的刀刃示意图
图2-32 三角刃大刃断面示意 ...... (共659字) [阅读本文]>>
 上一篇
上一篇