第一节 氩弧焊原理与特点
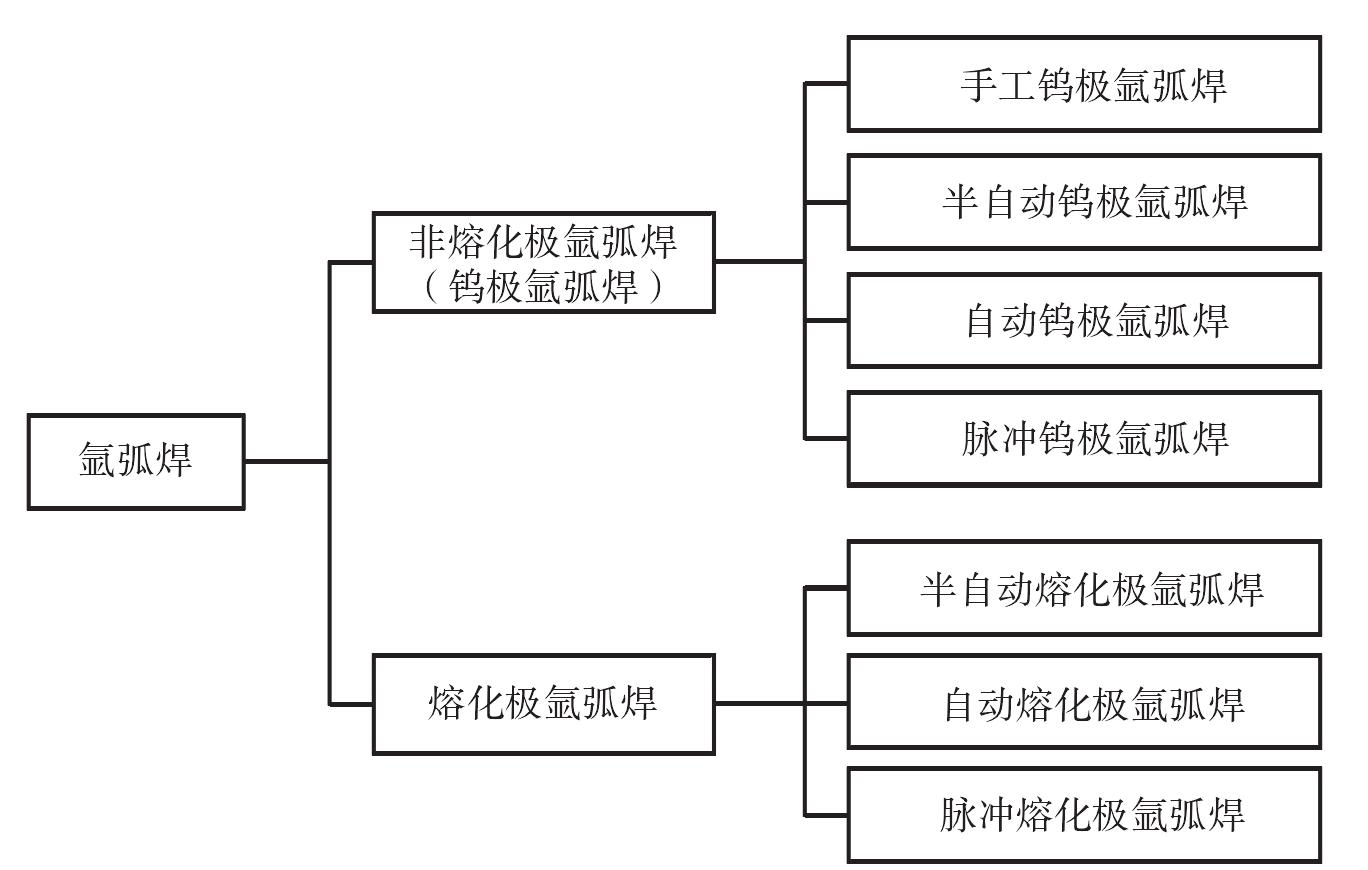
分类:氩弧焊工艺与操作730字
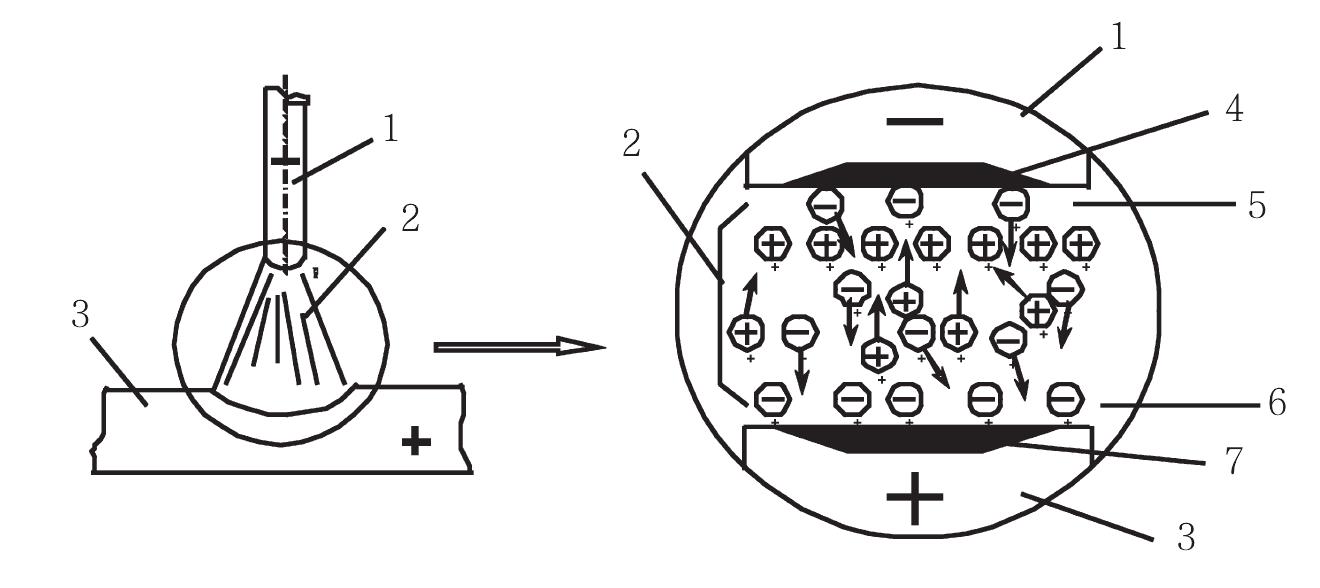
氩弧焊是以氩气作为保护气体的一种电弧焊方法,见图1-1。氩气从焊枪(焊炬)的喷嘴喷出,在焊接区形成连续封闭的氩气层,使电极和金属熔池与空气隔绝,防止有害气体(如氧、氮等)侵入,对电极和焊接熔池起着机械保护的作用。同时,由于氩气是一种惰性气体,既不与金属起化学反应,也不溶解于液体金属,从而母材中的合金元素不会烧损,焊缝不易产生气孔。因此,氩气保护是得到较高质量焊缝的有效、可靠的方法。
(a)钨极氩弧焊
(b)熔化极氩弧焊
图1-1 氩弧焊示意图
1—喷嘴 ; 2—钨极;3—气体;4—焊道;5—熔池;6— 填充焊丝;
7—送丝滚轮;8—焊丝
氩弧焊的优点主要有以下几方 ...... (共730字) [阅读本文]>>