二、操作实例
分类:氩弧焊工艺与操作775字
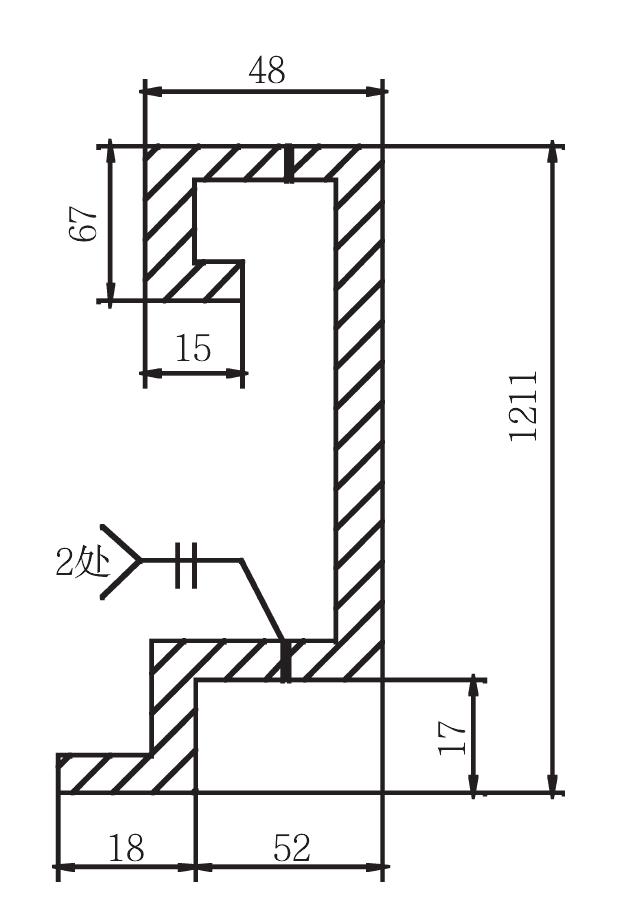
某厂制造的大型隔热门面板结构如图2-68所示,设计要求选用0.8mm厚0Cr18Ni9材料,面板正面不允许拼焊,侧面拼焊后焊缝表面必须无凹陷,无咬边,平整光洁,且整个面板拼焊后无波浪变形缺陷发生。
图2-68 大型隔热门面板结构
图2-69 大型隔热门面板展开图
由于大型隔热门面板薄,面积大(3046mm×1352mm),受板料规格限制,面板上必设计两道拼接焊缝,如图2-69所示。因此焊接过程中不但要解决不锈钢薄板长焊缝的焊接质量问题,还要控制好面板焊后变形,决定采用自动TIG焊单面焊双面成形工艺,焊接工艺如下。
(1)焊接设备选用ARISTO-500型焊机,该焊机具有储存程序和记忆焊接,并能在焊接的同时调整 ...... (共775字) [阅读本文]>>
 上一篇
上一篇