一、手工钨极氩弧焊
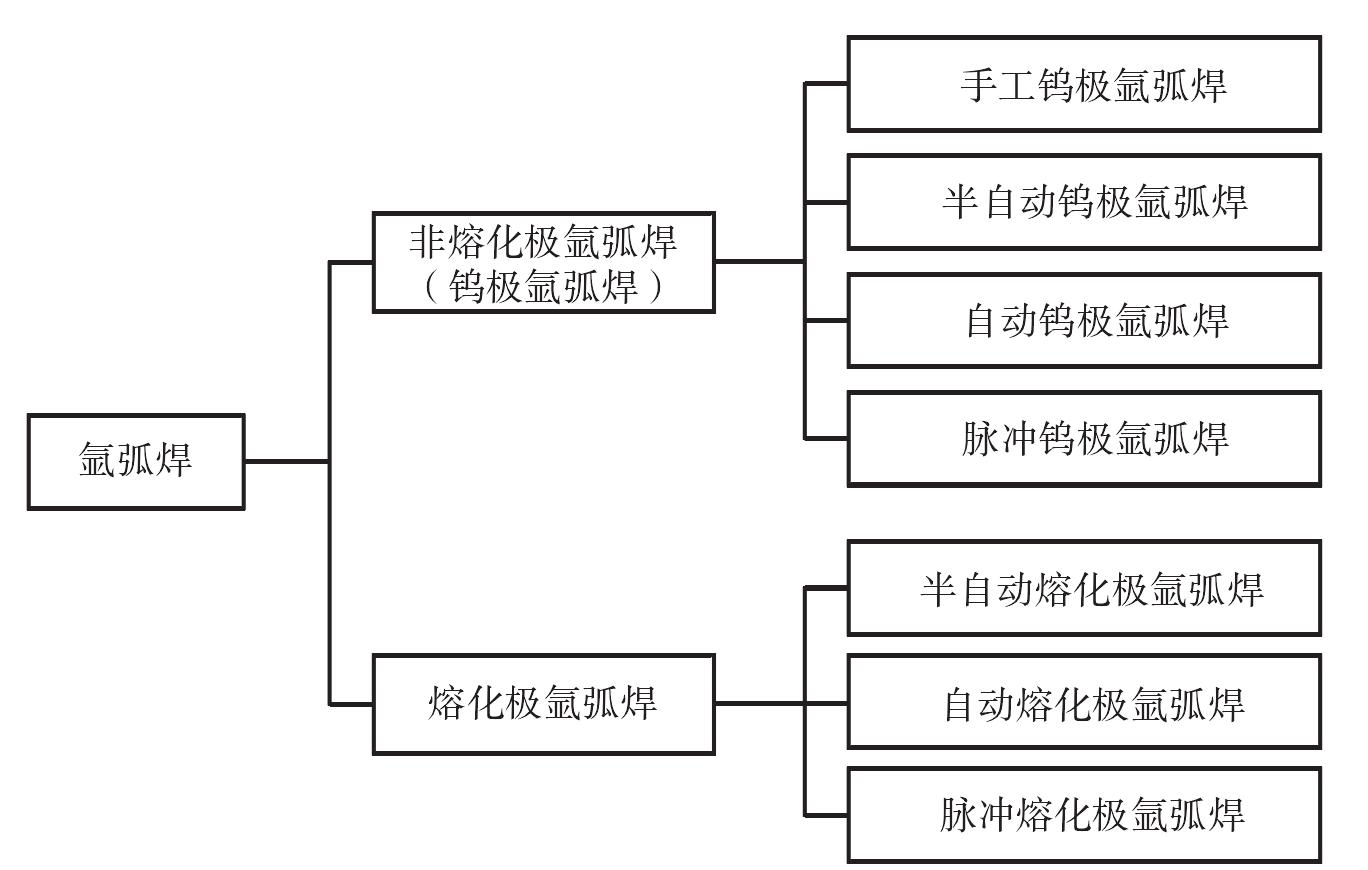
分类:氩弧焊工艺与操作1631字
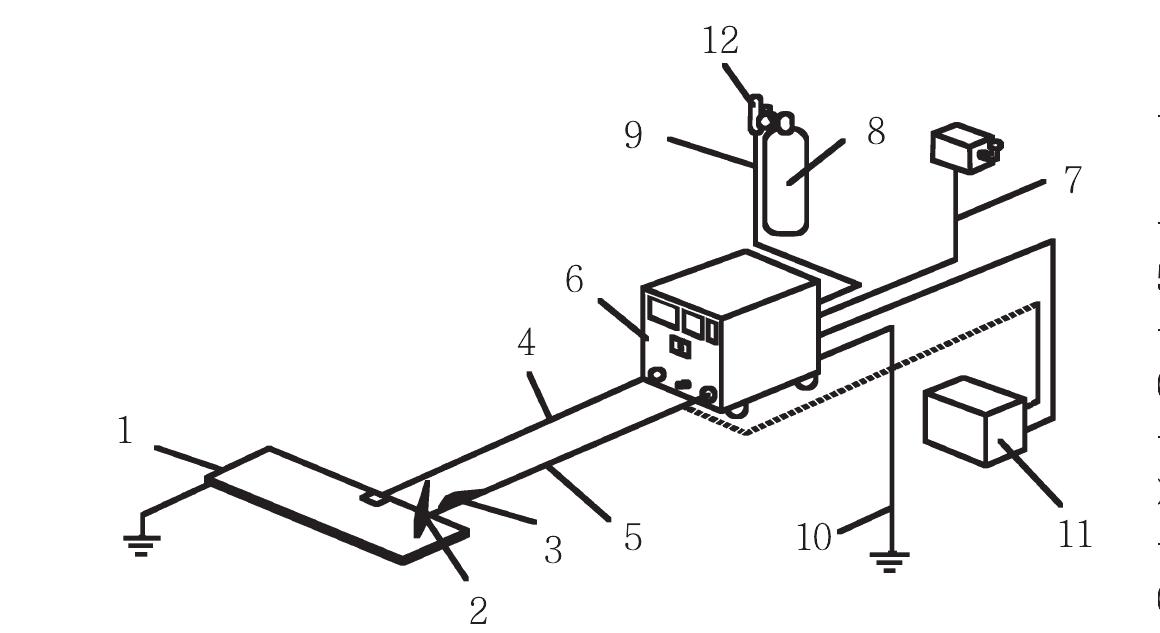
手工钨极氩弧焊设备,一般包括弧焊电源、控制系统、焊枪、供气系统和水路系统等,见图2-1,其中2-1(a)为普通手工钨极氩弧焊,2-1(b)为手工钨极氩弧焊自动送丝时的设备示意图。
1.焊接电源
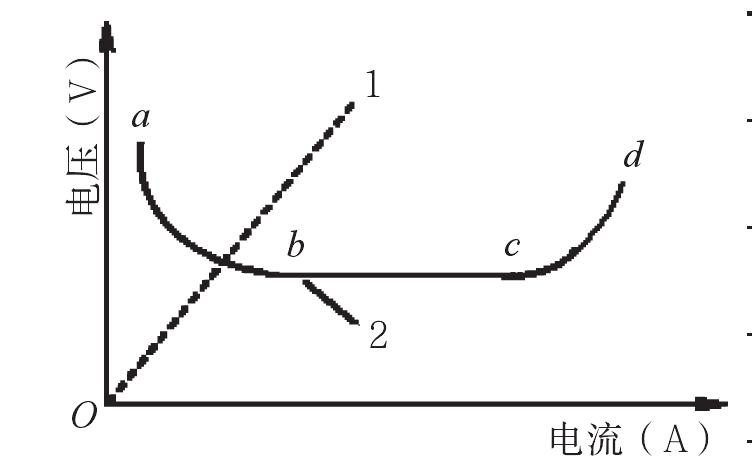
手工钨极氩弧焊和手工电弧焊一样,需要具有下降特性的弧焊电源。因此,直流弧焊发电机、弧焊整流器及弧焊变压器等,都可作为手工钨极氩弧焊的弧焊电源。
在用交流弧焊电源时,必须解决以下两个问题。
(1)引弧困难,电弧不稳。钨极氩弧焊用弧焊变压器时,存在着引弧困难和电弧不稳的问题,这就需要采用振荡器和稳弧装置,来达到引弧和稳弧的目的。
(2)直流分量的影响。交流氩弧焊的极性是 ...... (共1631字) [阅读本文]>>
 上一篇
上一篇