二、自动钨极氩弧焊
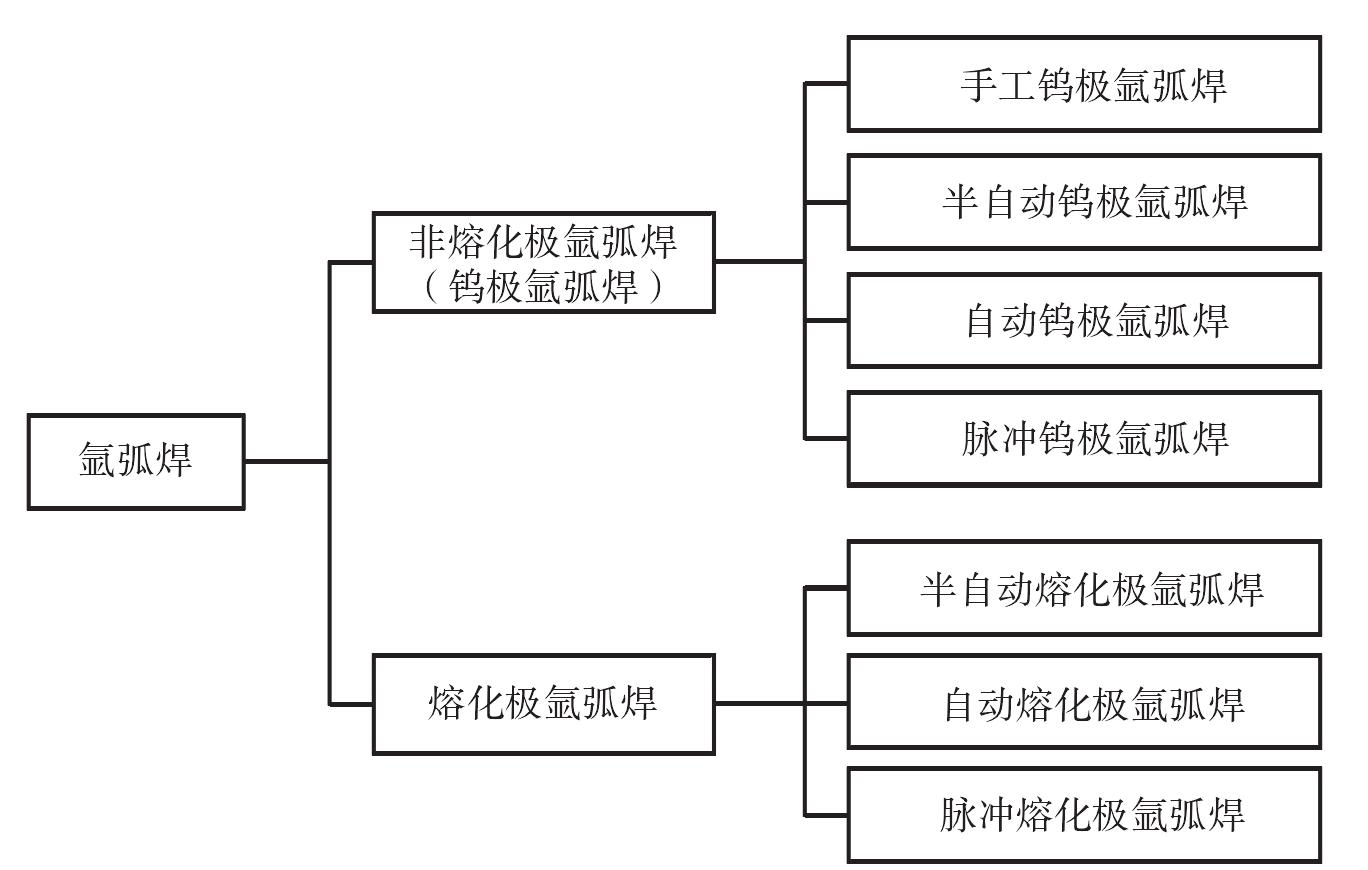
分类:氩弧焊工艺与操作372字
自动TIG焊设备的送丝和电弧的移动都是采用机械装置自动进行的,焊接过程稳定,生产效率高,适用于直缝、环缝、管道对接接头。自动TIG焊设备主要有悬臂式、焊车式和机床式等。
(1)悬臂式自动TIG焊设备包括悬挂式焊接机头、焊丝盘、立柱、横梁、控制箱、电源以及气路和水路等,焊丝盘和机头均悬挂在横梁上。
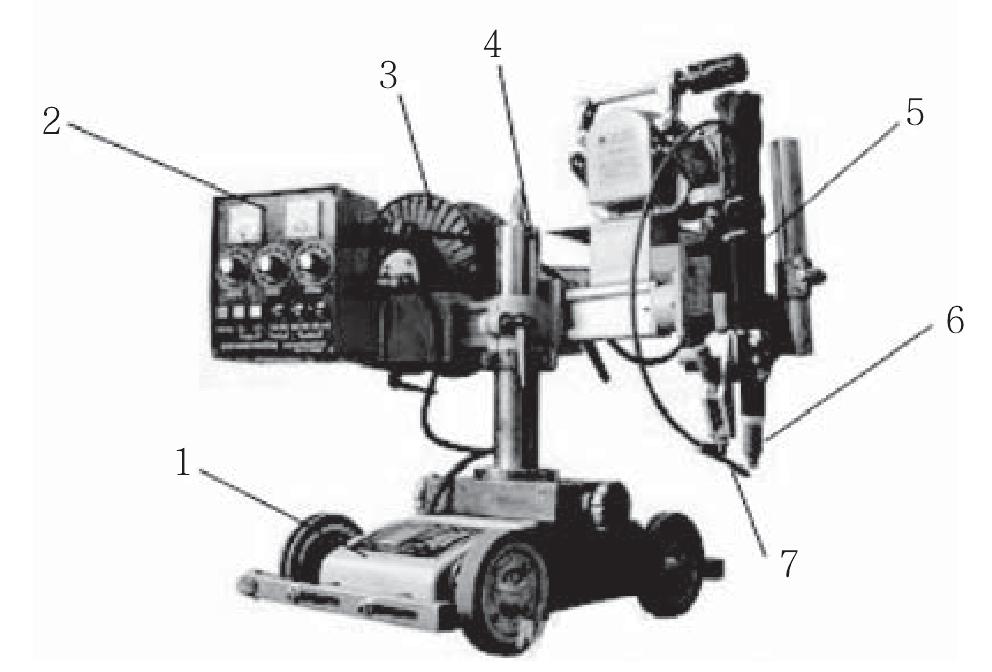
(2)小车式自动TIG焊设备包括焊接小车、控制盘、电源等,焊接机头、焊丝盘和控制箱等随小车一起行走,类似于埋弧焊焊接小车,如图2-5所示。
图2-5 焊车式自动TIG焊
1—行走小车;2—控制箱;3—焊丝盘;4—立柱;
5—焊接机头;6—喷嘴;7—送丝软管
图2-6 机床式自动TIG焊
(3)机床式 ...... (共372字) [阅读本文]>>
 上一篇
上一篇