二、工艺参数选择技巧
分类:氩弧焊工艺与操作1722字
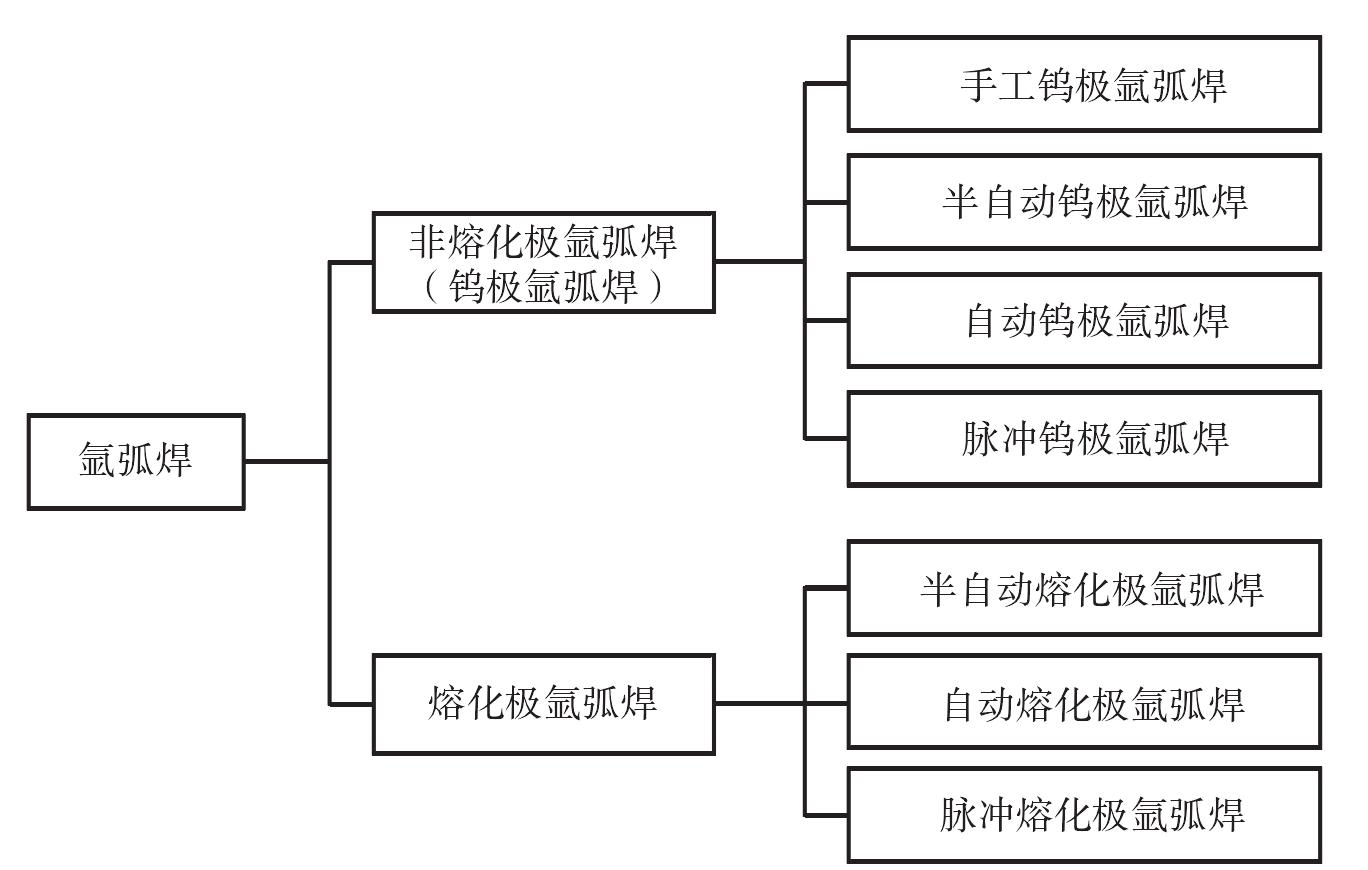
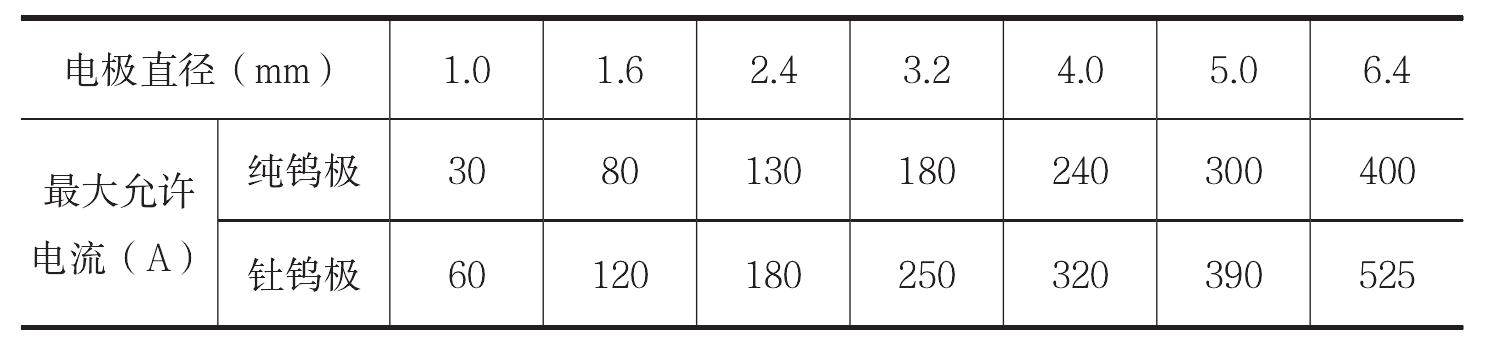
钨极氩弧焊焊接规范主要是焊接电流、焊接速度、电弧电压、钨极直径和形状、气体流量与喷嘴直径等参数。这些参数的选择主要根据焊件的材料、厚度、接头形式以及操作方法等因素来决定。
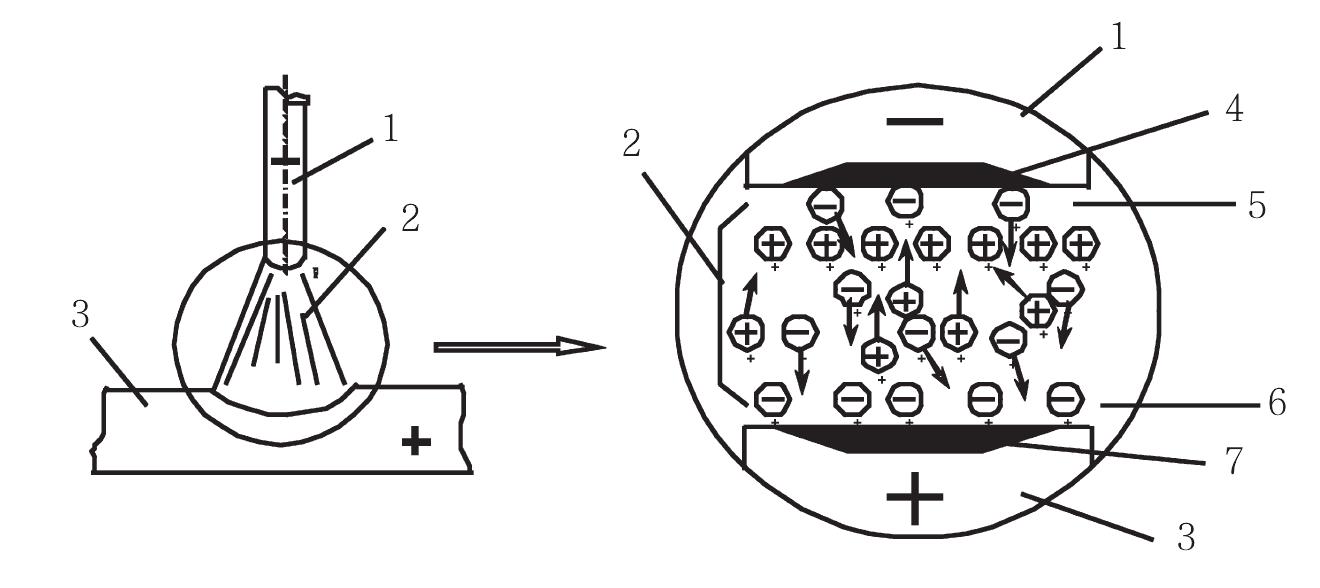
1.极性
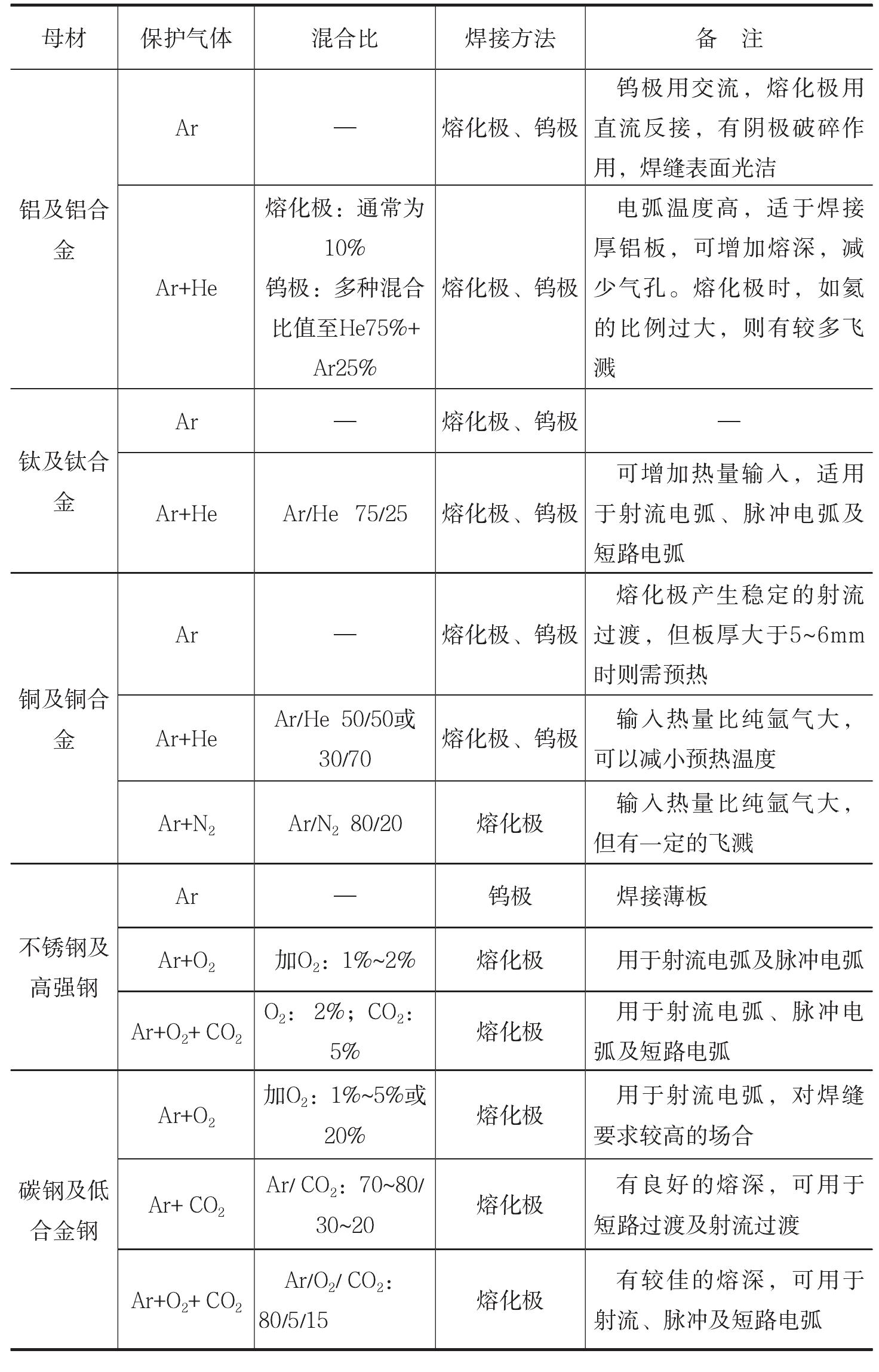
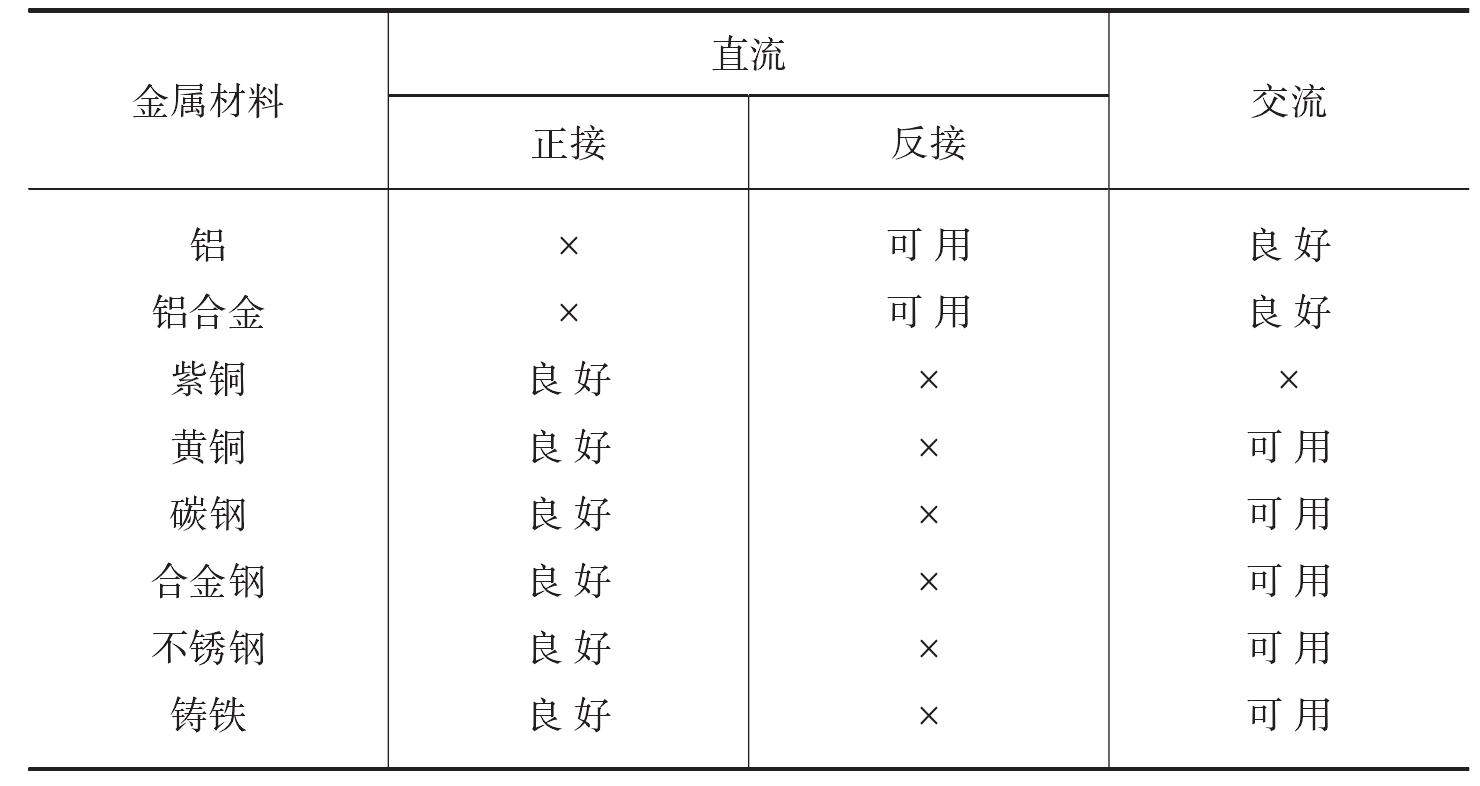
钨极氩弧焊电源的种类和极性是按被焊金属材料的类型进行选择的,见表2-1。
表2-1 不同金属材料的弧焊电源及极性选用表
注:表中“×”表示不采用。
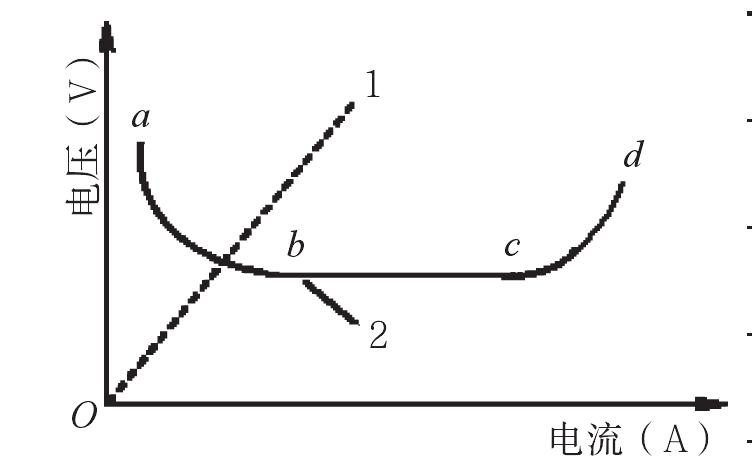
2.电弧电压
电弧电压增加(或减小),焊缝宽度将稍有增大(或减小),而熔深稍有下降(或稍为增加)。当电弧电压太高时,由于气体保护不好,会使焊缝金属氧化和产生未焊透缺陷。所以钨极氩弧焊时,在保证不产生短路的情况下,应尽量采用短弧焊接 ...... (共1722字) [阅读本文]>>
 上一篇
上一篇