一、坡口形式
分类:氩弧焊工艺与操作174字
钨极氩弧焊的接头形式有对接、搭接、角接、T 形接和端接5种基本类型,如图2-7 所示。端接接头仅在薄板焊接时采用。坡口的形状和尺寸取决于工件的材料、厚度和工作要求。
E>=28-29( a)对接接头
(b)搭接接头
(c)角接接头
(d)T 形接头
(e)端接接头
图2-7 五种基本接头形 ...... (共174字) [阅读本文]>>
钨极氩弧焊的接头形式有对接、搭接、角接、T 形接和端接5种基本类型,如图2-7 所示。端接接头仅在薄板焊接时采用。坡口的形状和尺寸取决于工件的材料、厚度和工作要求。
E>=28-29( a)对接接头
(b)搭接接头
(c)角接接头
(d)T 形接头
(e)端接接头
图2-7 五种基本接头形 ...... (共174字) [阅读本文]>>
 氩弧焊工艺与操作
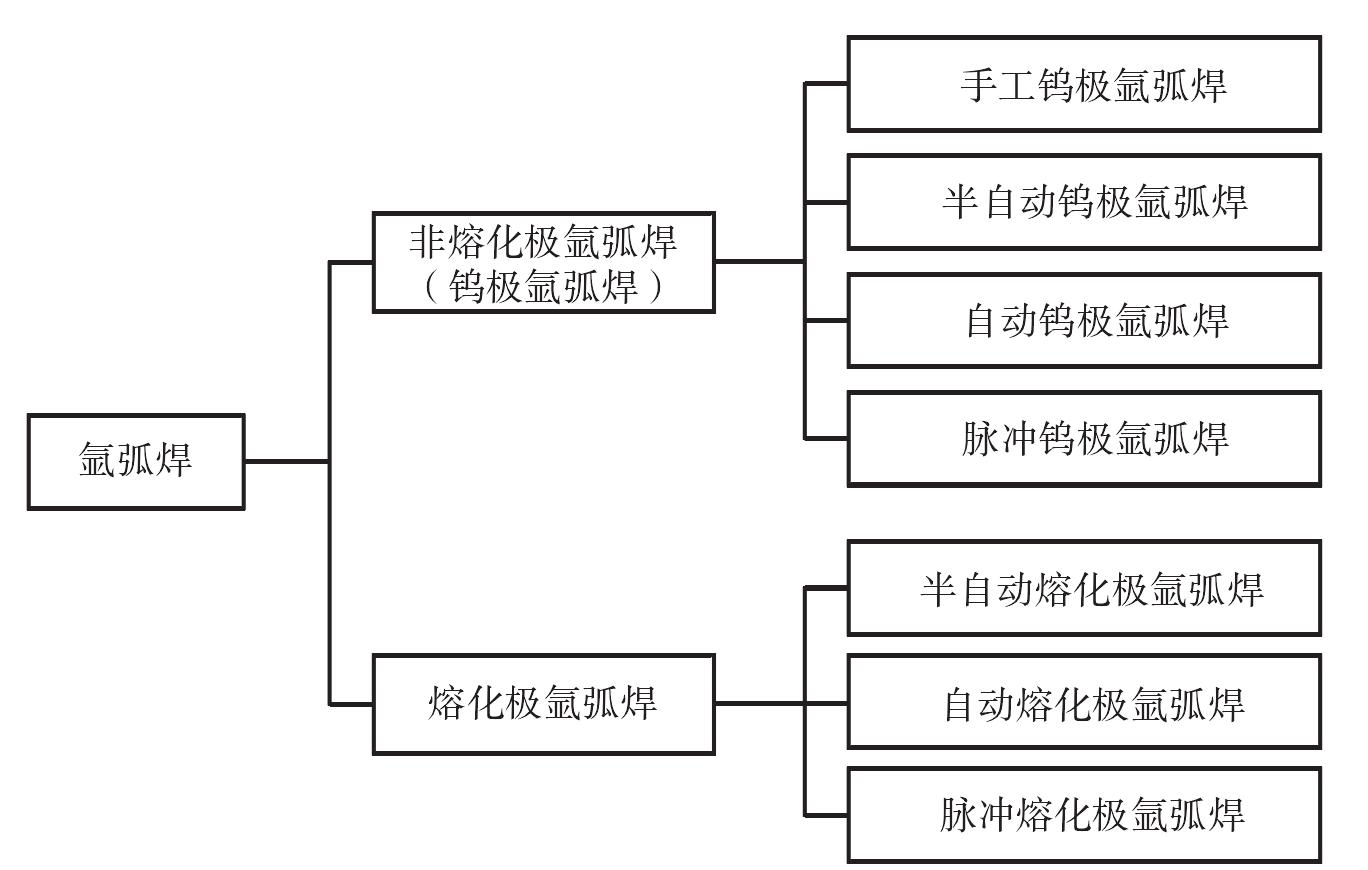
氩弧焊工艺与操作氩弧焊按所用的电极不同,可分为非熔化极氩弧焊(TIG焊)和熔化极氩弧焊(MIG焊和MAG焊)两种;按操作方法和送丝方式不同,前者又可分为手工钨极氩弧焊、半自动钨极氩弧焊、自动钨极氩弧焊和脉冲钨极氩弧焊,
 氩弧焊工艺与操作
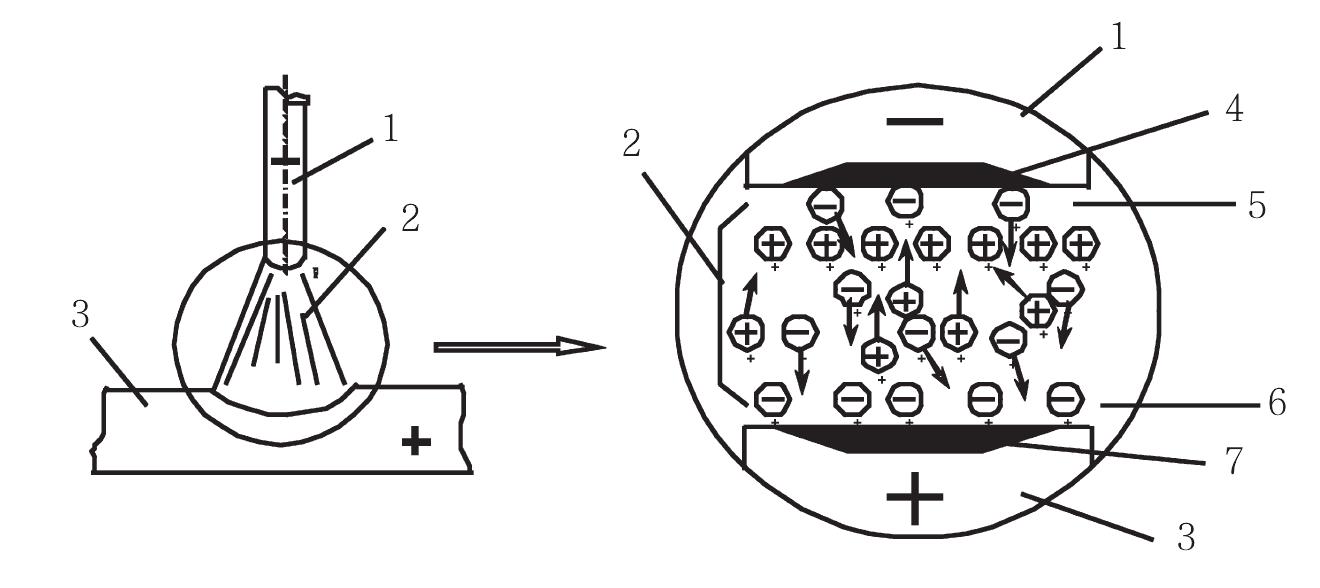
氩弧焊工艺与操作焊接时,在两电极之间通过空气的电离,产生连续持久而强烈的放电过程,空气因电离而变成良好的导体,因而产生电弧。焊接电弧由阴极区、阳极区、弧柱三个部分组成,如图1-3所示。图1-3焊接电弧的构造1—电极;2
 氩弧焊工艺与操作
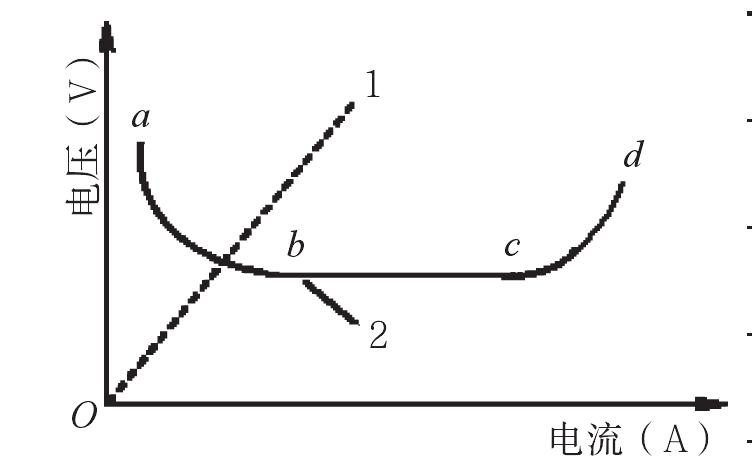
氩弧焊工艺与操作1.电弧的静特性的意义在电弧长度一定时,电弧燃烧电压与焊接电流之间的关系称为电弧静特性。表示它们关系的曲线称为电弧的静特性曲线。焊接电弧是焊接回路中的负载,它起着把电能转变为热能的作用,在这一点上,它与
 氩弧焊工艺与操作
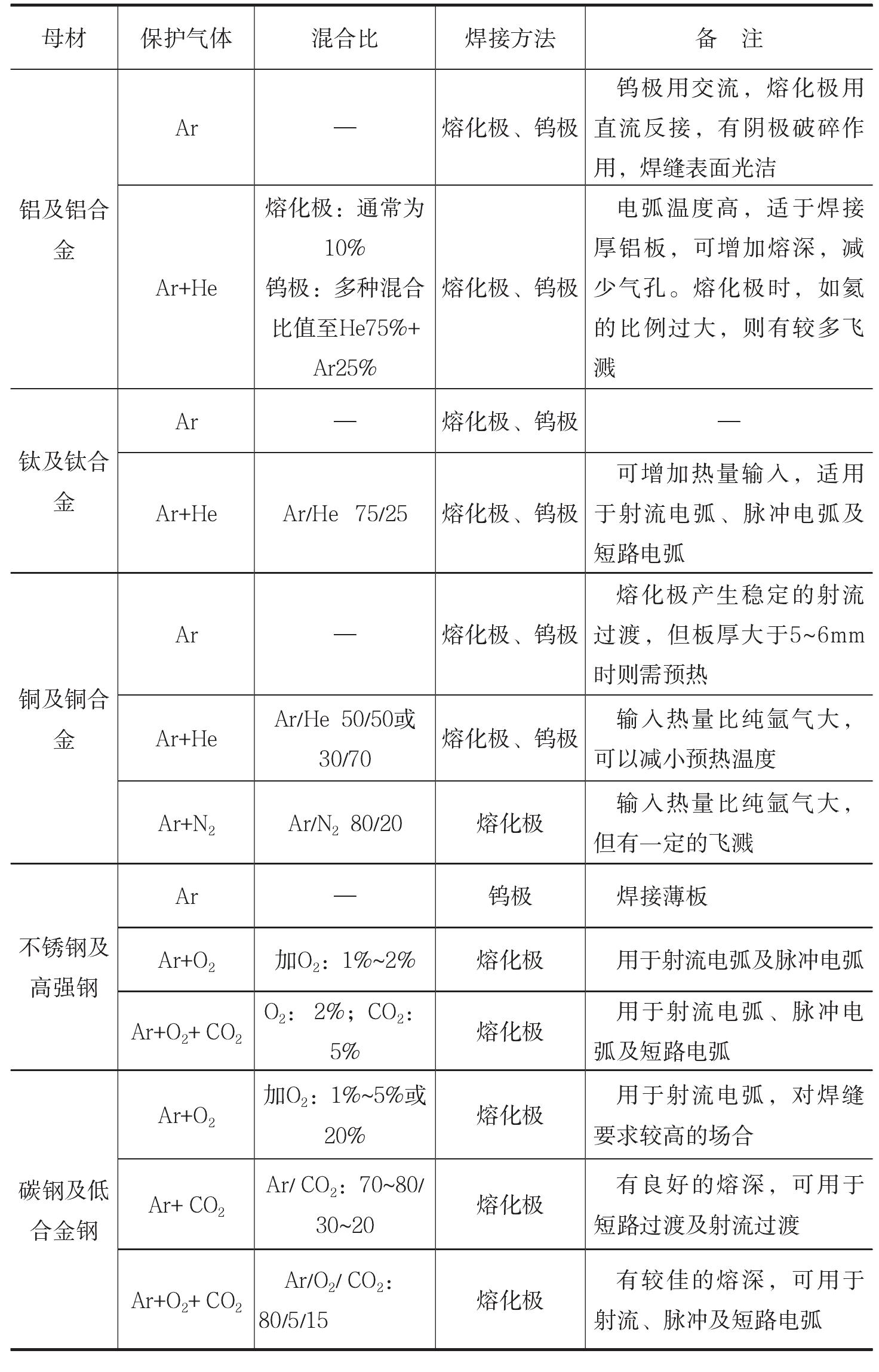
氩弧焊工艺与操作1.氩气氩气是惰性气体,具有高温下不分解又不与焊缝金属起化学反应的特征。氩弧引燃后,就能比较稳定地燃烧。这是因为氩气是单原子气体,无分子分解成原子的过程,所以电离时能量损失较少。氩气的热容量与热导率较小
 氩弧焊工艺与操作
氩弧焊工艺与操作钨极氩弧焊所用的电极材料主要有纯钨、钍钨和铈钨三种。纯钨高温挥发性较小,是使用最早的电极材料。但是,纯钨棒发射电子的电压较高,要求焊机具有较高的空载电压外,纯钨极在大电流或长时间的工作过程中极易烧损,因
 上一篇
上一篇