二、板的钨极氩弧焊操作技巧
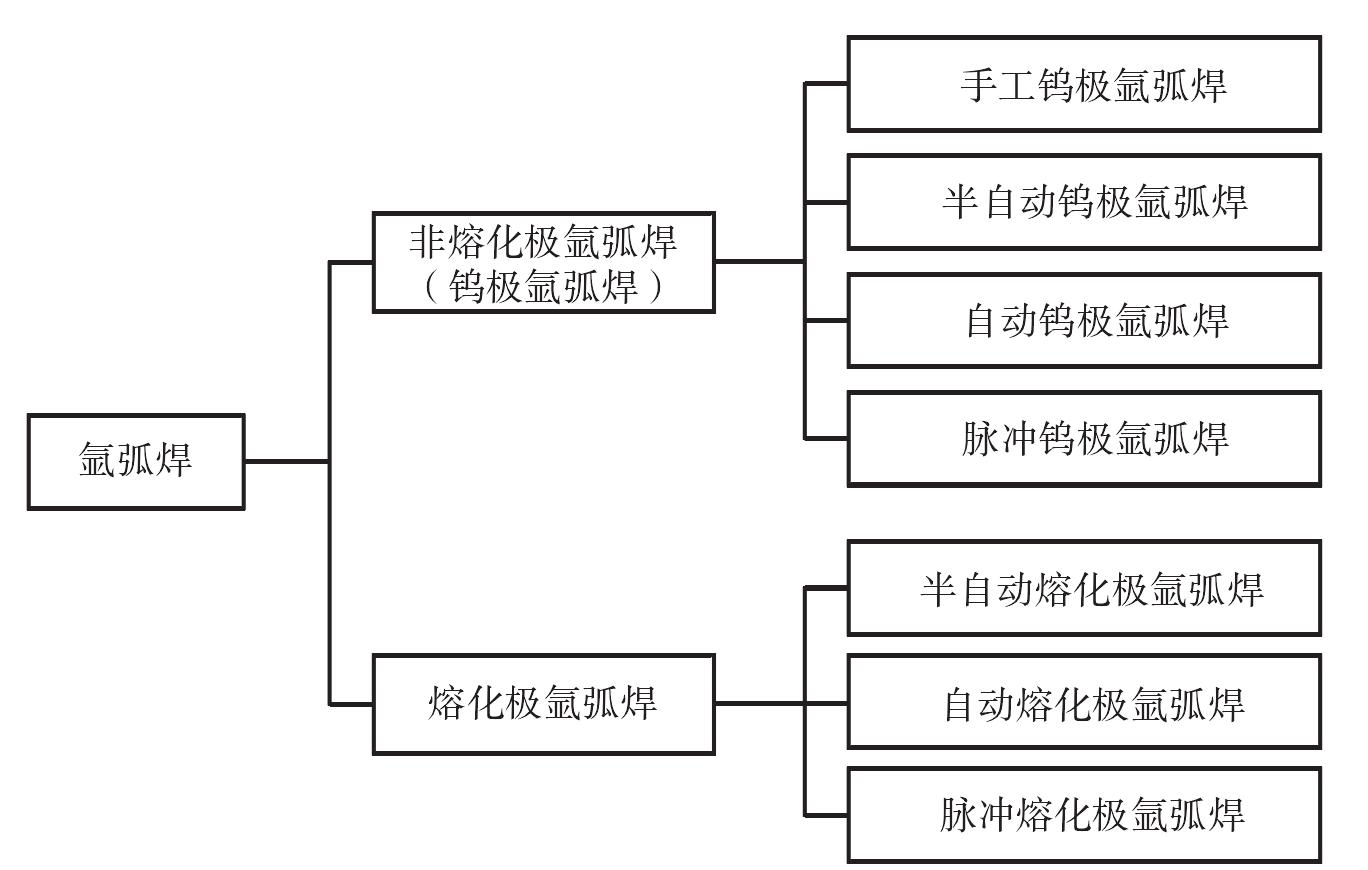
分类:氩弧焊工艺与操作5694字
1.平焊操作技巧
首先要进行定位焊,然后再开始打底焊,打底焊在定位焊缝上引燃电弧。
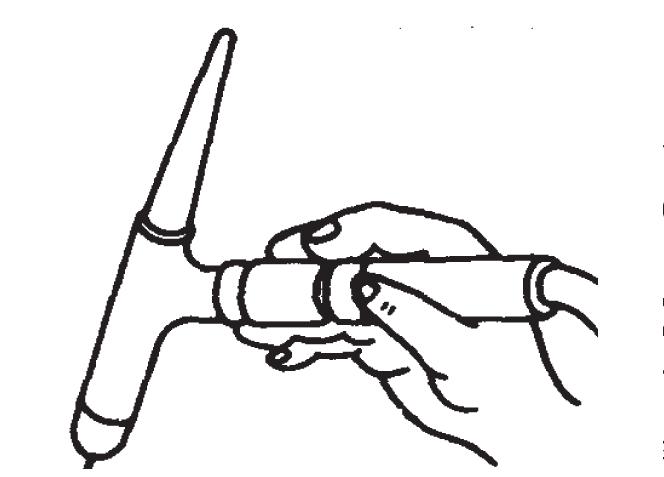
(1)打底焊。施焊时,以肘为支点由右向左移动进行焊接。这样既易观察熔池情况又能使电弧更好地保护熔池。焊枪的把持方式如图2-14所示。
图2-14 焊枪的把持方式
图2-15 平焊时焊枪、焊丝与焊件的相对位置
焊接时钨极应垂直于焊缝呈90°,焊枪及焊丝与焊件的角度见图2-15。引弧后,待电弧正常燃烧形成熔池后少量填入焊丝。背面成形后,电弧要做横向锯齿形摆动到坡口边缘,使电弧热量通过坡口传到焊件上,以减少焊缝中心熔池的温度;同时利用送进熔池的焊丝来降低熔池温度,防止因焊缝中心温度过高,液体 ...... (共5694字) [阅读本文]>>
 上一篇
上一篇