三、管道的手工钨极氩弧焊操作技巧
分类:氩弧焊工艺与操作11953字
手工钨极氩弧焊在管道焊接中主要应用在两方面;一方面是大直径管对接的打底层焊接;另一方面主要是小直径管的焊接。
1.管道的钨极氩弧焊打底工艺与操作技巧
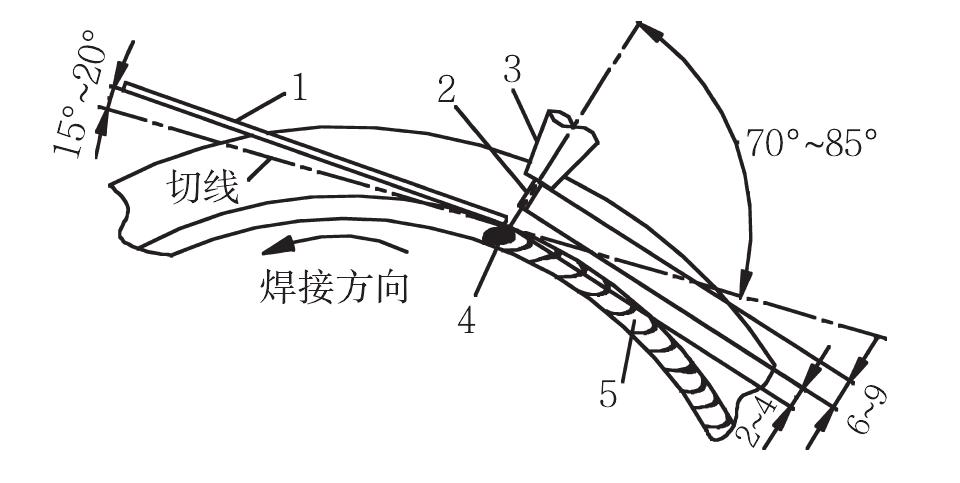
钨极氩弧焊的操作与焊条电弧焊不同,与气焊有些相似,一般是右手握焊枪,左手握焊丝。管道焊接时,其焊接方法不限,立向上或立向下均可。平焊时采用左向焊法,即沿焊接方向,焊丝在前,焊枪在后。为了送丝方便,不影响焊工视线和防止喷嘴被烧损,钨极应伸出喷嘴端面6~9mm。钨极端头与熔池表面的距离,即电弧长度应保持2~4mm。电弧过短,钨极易与焊丝或熔池相碰,造成焊缝表面污染和夹钨缺陷,并破坏电弧的稳定燃烧;电弧 ...... (共11953字) [阅读本文]>>
 上一篇
上一篇