四、管板的手工钨极氩弧焊操作技巧
分类:氩弧焊工艺与操作1433字
1.插入式管板的焊接操作技巧
在焊接插入式管板时,只要能保证根部焊透,焊脚对称,外形美观,尺寸均匀无缺陷即可。
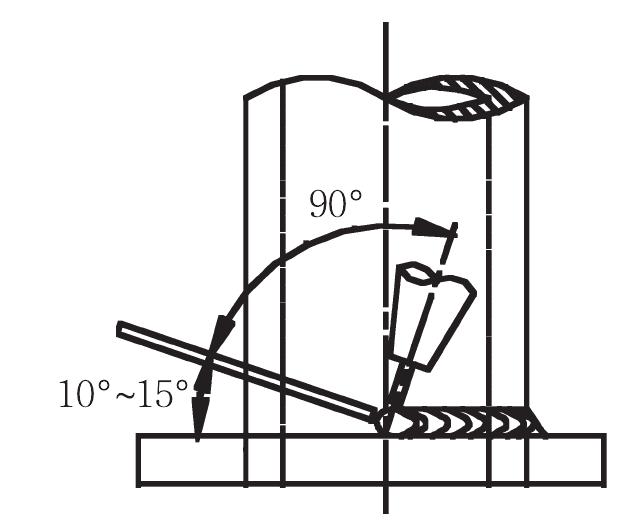
①平焊。当插入式管板在平焊位置进行焊接时,其焊枪与焊丝角度如图2-61所示。
图2-61 平角焊时的焊枪、焊丝角度
焊接时,在工件右侧的定位焊缝上引弧,先不填加焊丝,引燃电弧后,焊枪稍加摆动,待定位焊缝开始熔化并形成熔池后,开始填加焊丝,向左焊接。焊接过程中,电弧以管子与底板的顶角为中心横向摆动,摆动的幅度要适当,使焊脚均匀,注意观察熔池两侧和前方,当管子和底板熔化的宽度基本相等时,说明焊脚对称。为了防止管子咬边,电弧可稍离开管壁,从熔池 ...... (共1433字) [阅读本文]>>
 上一篇
上一篇